Doing Dew Point Tests and Lowering Expectations
Revised 5/5/2024
Originally posted May 9, 2014:
There were times when I was working at the Coal-Fired Power Plant in North Central Oklahoma when I wondered if there was anything that we couldn’t do. Surrounded by True Power Plant Men I found that when we were facing a seemingly impossible task, a Power Plant Man would come up with an extremely creative solution to the problem.
One such example was during the “We’ve Got The Power” program. I talked about this program in an early post called “Power Plant We’ve Got the Power Program” so I won’t go into detail here about the program itself. I will just say that we broke out into teams to find creative ways to operate more efficiently, and to cut costs.
I was the team leader of our team, and looking back I must have had two criteria in mind when I picked the team members that would be on my team. The first would have been that they were True Power Plant Men (and women) with a higher-than-average intelligence. The second criteria would have been that they were friends of mine. I say this, because everyone on my team fit the bill.
During out team meetings, Terry Blevins would often say some bombastic statement that the average person may be inclined to dismiss immediately as being absurd. I say that because I remember more than once thinking that what Terry had just said wouldn’t amount to much. As it turned out, our biggest money saving ideas were those truly bombastic statements that Terry was making. One such idea had to do with the heaters on the precipitators that kept the hoppers and the insulators on the roof too hot to collect moisture.
The Precipitator is a very large box that takes the ash out of the exhaust before it goes out of the smokestack (how many times have I made that statement in the last two years?). Anyway, the exhaust from the boiler after the coal has been turned to ash in the fireball in the boiler contains a large amount of moisture. The last thing you want to happen is for the temperature of the flue gas to fall below the dew point. When that happens, moisture collects on the structure in a form of… well… of Acid Rain. Basically corroding the precipitator and the duct work from the inside.
Somewhere along the line, it had been determined that the dewpoint of the flue gas was not higher than 250 degrees. So, as long as the structure was at least 250 degrees, no moisture would be collected. Four heaters were mounted on each of the 84 hoppers (on each of the two precipitators) and heaters were mounted on the roof around each of the insulators that held up the wire racks on both ends.
When Terry walked into the office to attend one of our first “We’ve Got The Power” team meetings, he said, I think we could save a lot of money if we did something about the heaters on the precipitator. — He may remember being greeted with blank stares (at least from me). Um. Ok. Heaters on the precipitator. I knew they were everywhere, but I never gave them much thought.
I think Terry could tell right away that I hadn’t taken his idea seriously. I don’t know. Maybe he was bothered by the sound of my eyeballs rolling around in circles as if someone has conked me on the head. So, he explained his idea further. He pointed out that the roof heaters on just one of the precipitators used about 211 kilowatt-hours and the hopper heaters used about 345 kilowatt-hours. Together it is more than half a Megawatt of power. — This definitely caught our attention. That meant that between both of the Precipitators (since we had two boilers at our plant), we could possibly save over a Megawatt of electricity every hour we could shut down the heaters.
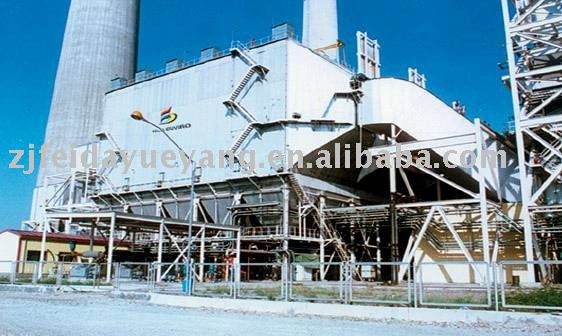
The plant has a similar electrostatic precipitator, only ours is twice as long
After discussing all the aspects of the idea, we decided that in order for the idea to have any merit, we had to know if the dew point really was around 250 degrees or was it possibly a lot lower. 250 degrees seemed high to begin with since the boiling point of water is 212 degrees. If lower, then we could have a workable idea. Originally, I wanted to tackle the task of finding the dew point. So, I went about it in a Science Experiment sort of way.
I figured that if we were able to lower the temperature of the flue gas to a known temperature below the dewpoint, and by knowing the volume of the gas, and the amount of liquid we could condense out of it, we could determine (possibly) the dew point. So, I brought my Graham Condenser to work, and Scott Hubbard and I went up to the 250-foot landing on the smokestack with the intent of sucking a known amount of exhaust from the smokestack while the unit was at full load.

Scott Hubbard
We would run it through the condenser while running cool water through it to lower the temperature.

The Exact Graham Condenser used in our experiment Spring 1990 (and that’s my hairy hand in this selfie)
I could measure the output of the vacuum pump by filling up an inverted Erlenmeyer flask with water and then letting the flue gas displace the water. — I always loved doing experiments like this in the 9th grade science glass with Mr. Godfrey our Physical Science Teacher (Donna Westhoff, who may sometimes read this blog was in my class and sat right behind me).

An Erlenmeyer Flask (from Google Images, not from my Chemistry Lab)
Ok. Side Story, since I mentioned Donna Westhoff from the 9th grade 1974-75 school year.
I knew that Donna’s father was a fire fighter, because one day during a special outing when we were with a group of bicycling Junior High School students and a teacher, we stopped at Donna Westhoff’s house to get a drink of water. On the walls in her house were different types of firefighting treasures. Donna explained that her father was a fire fighter… That was the Spring of 1975 in Columbia, Missouri
Fast forward 16 years later (1991) at the Power Plant in the middle of nowhere in North Central Oklahoma. Just about a year after the story I’m telling now…. I left the logic room and went to catch the elevator to the Control room. When the doors opened, Tony Mena was in there with a bunch of college age students giving them a tour of the plant. I entered the elevator and turned around to face the door as it closed.
As I was standing there, I suddenly became aware that the person standing next to me was staring right at me. So, I turned to see who it was. Standing next to me was someone that looked very familiar wearing a big grin as if she knew who I was. I recognized her, and while my mind was going through filing cabinets of memories trying to index this particular person, I asked her, “Don’t I know you?” She shook her head and said, “I’m Donna Westhoff!”

A High School picture of Donna Westhoff who is on the Lower Left
As the elevator door opened and we stepped out, Donna and I began talking about what we were both doing there. She was surprised to find that I had become an electrician at a power plant instead of some kind of scientist in a lab somewhere. Donna was going to school in Stillwater where one of the best Fire Fighting Schools in the country is found. Following in her father’s footsteps, I thought.
After a while I could tell that Tony was getting a little perturbed that the wisdom he was imparting about the fire protection system on the Turbine Generator wasn’t being absorbed by Donna, so I cut our conversation short. It turned out that a very good friend of hers lived just two houses from where we lived, and her friend’s mother was my landlord. Peggy Pickens (perfect name for a landlord).
Ok. End of the side story, and another example of how I occasionally run into friends from my childhood in the most unexpected places (see the post: “Relay Tests and Radio Quizzes with Ben Davis“).
So. Scott Hubbard and I tried using the Graham Condenser and the Erlenmeyer Flask, but we quickly found out that this wasn’t big enough, to capture a large enough quantity. So, we increased the size of the condenser by winding a garden hose around inside of a water bucket and filling it with ice. Then we captured all the water that condensed in the hose.

A 5-gallon water bucket we used as our condenser with a garden hose and ice
When it finally came down to it. Even though it was fun trying to do this experiment halfway up the 500-foot smokestack, I never was able to figure out how to calculate the dew point given the data I had collected.
That’s when we decided to look at dew point sensors in the parts catalogs. If we could stick a probe down into the precipitator and measure the dew point directly in the flue gas, that would be best. After looking at a few in the catalog, Terry Blevins said he thought he could make one. So, he went to work.

Terry Blevins
The next day he came in with an inch and a half conduit with hoses hanging out the back and a homemade sensor on the other end. I won’t go into detail how the sensor was built because some day Terry may want to patent this thing because, as it turned out, it was so sensitive that it could detect my breathe from about a foot away. If I breathed out of my mouth toward the sensor, it would detect the moisture in my breath. This was perfect!
We went to work on the roof of the precipitator sticking the probe down into different sections of the precipitator. It not only measured the moisture, but it also had thermocouples on it that we used to accurately measure the temperature of the sensor as we varied the temperature by blowing cold air through the conduit using the same ice bucket and hose from before.
I could go into a lot of detail about how we performed our experiments, but it would only excite me and bore you. So, let me just say that we came up with two very important results. First of all, at full load when the humidity outside was at 100% (that is, it was raining) the dew point was around 150 degrees! A full 100 degrees below what the plant had originally assumed. This was very important, because a lot of energy was spent trying to keep the flue gas above 250 degrees, and just by lowering it down to 210 degrees, still a safe amount above the dew point, that extra energy could be used to create electricity.
The second thing that we discovered was that the middle sections of the precipitator was a lot cooler inside than the outer fields. We realized that this was caused by the air preheater coils that rotated between the flue gas and the Primary Air intake duct. This took the last amount of heat possible from the exhaust and transferred it to the air going into the boiler so that it was already hot when it was used to burn the coal. Because of the way the air preheater coils rotated, the part of the duct toward the middle of the precipitator was a lot cooler than the air on the outside.
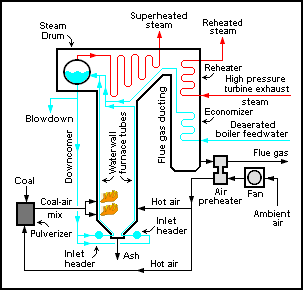
Diagram of a boiler. See the Air Preheater? Flue Gas on one side and ambient air on the other
Lower temperatures in the precipitator increased the performance, so we decided that if we could mix the air around as it was going into the precipitator so that the outer edges were cooler, then it would increase the overall performance. One suggestion was to put a mobile home in the duct work because in Oklahoma it was a known fact that mobile homes attracted tornadoes and it would probably cause a tornadic reaction that would mix up the flue gases. — We just couldn’t figure out how to convince management to put a mobile home in the duct between the economizer and the precipitator.
Thanks to Terry’s handy dandy Dew Point Sensor, we were able to prove that the hopper and roof heaters could be lowered to where we set the thermostat at 180 degrees. At that setting the heaters that used to always run at 250 degrees would remain off anytime the ambient temperature was above 45 degrees. In Oklahoma, that is most of the year. This turned out to save over $350,000 per year in energy savings at a cost of about 1.5 cents per kilowatt-hour. Not to mention the unknown savings from being able to lower the flue gas temperature by 40 degrees.
Unfortunately, even though this was our biggest money savings idea, we had to split the very large reward with two other teams that just had vague ideas about how they could save money in the precipitator. Neither of which would have worked as they were submitted. If we had received the points we should have received, we would have been the number one team in the company. Instead, we were just shy of the points needed to go on a trip to Hawaii. This was a frustrating result for our team, but overall, we still received a large number of points.
Power Plant Black Time and Six Hour Rules
Revised 4/27/2024
Originally posted May 2, 2014:
Last week I mentioned in the post “Making Friends from Foes – A Tale of Power Plant Woes” that Jim Padgett called me at 2:15 am one morning to tell me that the coal dumper was broken, and he needed for me to come out to the plant to work on it. You may have wondered why a plant electrician living in North Central Oklahoma would answer the phone in the middle of the night when it most certainly meant that they would have to crawl out of bed and go to work to fix something that was broken. Why not just roll over and pretend that the phone never rang?
You see… I knew when the phone rang that it was the power plant, because in the 20 years that I worked at the plant, just about every time the phone rang after midnight it meant that someone had died, or I would have to get dressed, and drive 30 miles to the plant to work on something that was most likely going to be in a dusty dirty place. You could always count on the coal train dumper switchgear being covered with coal dust. That was the usual point of failure past the “witching hour”.

A rotary dumper much like the one that was at our Power Plant
I suppose I could say there were two reasons why a Power Plant Man would answer the phone. One was that they were just all-around nice guys and they wanted to help out any chance they could. The other reason was because of the pay.
Even though working at the power plant was perhaps one of the best jobs in the neighborhood (being the only job in the neighborhood, since the plant ground consisted of its own neighborhood out in the middle of nowhere), that didn’t mean that the pay was especially lucrative. That is, if a Power Plant Man had to rely on their base pay alone it would be difficult. So, in order to help the Brave Men and Women of Power Plant Fame pay their bills, many opportunities were provided for working overtime.
Think about this. What if, when I answered the call to save the day (uh… I mean the night) and spent 35 minutes driving out to the plant only to fix the problem in fifteen minutes? Then I would spend another 35 minutes driving back home with my clothes all full of coal dust, only to be paid a measly 15 minutes of overtime? Even at double time, that would only be 30 minutes of pay. That would hardly cover the gas and the laundry soap.
Early in the life of this particular plant, it became apparent that something had to be done to motivate the heroic masters of Power Plant Maintenance to make the long, lonely drive down Highway 177 in the wee hours of the morning. So, certain methods were devised to coax the restful souls to the phones when they rang. Once they answered the phone, then sheer guilt was enough to drag them out of the sack. It was that moment when the phone first began to ring, before the reasoning part of the brain kicked in and the baser reflexes such as those that were out to make an extra buck reacted instinctively that needed to be targeted.
So “Black Time” was introduced to the plant. Black time had probably been around long before the plant came into existence, but it came in handy when someone had to be called out in the middle of the night. Black time was the time that a person would be paid even though they didn’t actually work during that time. So, when a Power Plant Man was called out in the middle of the night, they would be guaranteed at least two hours of overtime even though they may only work for 15 minutes.
This would help defray the cost of gas and time for driving both ways to and from the plant. Anything from 7:30 pm to 7:00 am was paid as double-time. That is two times the normal base salary. So, two hours at double time came out to four hours of pay, or as much pay as someone would make for half of a day at work. That was some incentive for disturbing a Power Plant Man from their pleasant dreams of adventuring through the Power Plant Kingdom where the rule was always “Might for Right”. — Well, at least that’s what I was dreaming some of the time when the phone rang.
If Black Time wasn’t enough, it was taken a step further when the six-hour rule was introduced. The Six Hour Rule was added fairly early on in the life of the Power Plant and went through a few variations when I was working at the plant. When it was first introduced, it came across as if someone downtown had made the decision that when someone is disturbed from their sleep during certain hours of their sleep cycle, it directly impacted their safety. Hence the Six Hour Rule was born.
Originally it worked like this…. The hours of midnight to 6:00 am were considered the prime sleeping hours for Heroic Power Plant Men. During this time, it was deemed that all Power Plant Men should be tucked in their beds dreaming of ways to work safely during the following day. Whenever this time period was disturbed, then the Electric Company should provide the loyal Power Plant Man for answering the call of duty during a time of early morning emergency by giving him back the same number of hours in black time so that he could go home and continue his all-important dreams and regeneration.

Power Plant Pocket Watch worn by Old Fogies
So, if I had been called out at one o’clock in the morning to work on something, and it took me two hours to fix it, then I could come into work two hours later in the morning. The first two hours of my regular workday would be payed as “Black Time”. — Makes sense… right? Two hours of work…. Come in two hours late in the morning…. black time… Easy to calculate.
This provided a pretty good incentive for going out to work in the middle of the night. First, you would get at least 2 hours of double time. Second, you would be able to make up for lost sleep by coming in late in the morning without having to lose any pay. You could also come in at the regular time and leave early in the afternoon if you wanted.
Well… That lasted for a few years, then the rules for the 6-hour rule began to change. Originally, even if the job was only 15 minutes, the least amount of black time that you would get was 2 hours. After all, it was an hour of driving back and forth for the large majority of the Power Plant Men that lived in a civilized village of more than 50 people. Later, the Six Hour Rule was changed so that only the actual time worked would count for the six-hour rule.
This meant that if I drove all the way out to the plant to work on something that only took 15 minutes, then I could only come in 15 minutes late then next morning, even though I had spent at least an hour and 45 minutes away from my dreams of serving nobly in the Power Plant Palace. In that case the six-hour rule didn’t apply anymore. I figured that someone who was short-sighted had come up with that idea. I’ll explain why in a few minutes.
The next phase of the Six Hour Rule came a few years after that… It was decided that after a person had been called out at night to fight the good fight, as soon as they left the plant, the six-hour rule would start counting down. Let me explain this in a little more detail….
Say, I were called out to work in the middle of the night, and I worked from 1:00 am to 3:00 am (two hours). Then I left to go home at three. The hours start counting down so that by 5:00 am, the time I had spent at the plant were no longer valid, and I was expected to show up at work at the regular time. 8:00 am. Okay. So, in more and more cases (it would seem), the six-hour rule would be made meaningless.
So, with this rule in place, if I was called out at midnight, and worked until 4:00 am, for a total of 4 hours, then by 8:00 am when I was supposed to be back at work all of the four hours would have ticked off and I would have no black time. I would have to show up at 8:00 am. See how that was supposed to basically take the six-hour rule and make a joke out of it? (Or so, someone thought – which was probably me).
As most attempts at being underhanded without actually just coming out and telling us that it was decided that the Honorable Power Plant Men no longer needed their six hours of prime sleeping time to work safely the next day, the opposite effect was the result. Kind of like raising the minimum wage to help the workers, when you put more people out of work.
When the six-hour rule was changed to count down from the time you left the plant, was when I made the most money from the six-hour rule. I racked up loads of black time from this change as well as most Power Plant Men that were called out before Morning Prayers (Lauds). Here is how and why:
Suppose the phone rings and it is 1 o’clock in the morning. You decide to answer it and get called out to work on something that takes 15 minutes. You finish the job sometime around 2:15 am (because, after all, you had to drive all the way out to the plant). What should you do now? If you go back home and go to bed, then because of the way the 6-hour rule worked, you will certainly have to come back to work at 8 o’clock. — hmm… You will still have collected 2 hours of double time. That’s something.

24-hour clock
Look at the alternatives. What if you went to the shop and worked on some other tasks while you were already there? For Power Plant Maintenance Men, there is always something that needs to be fixed. You may even ask the Shift Supervisor, “While I’m here, is there anything else you want me to work on?” Shift Supervisors just love having their own personal maintenance man in the middle of the night eager to help. There is always something they could find that needs fixing.
So, instead of turning around and going home, invariably, after the 15-minute job was over, I would end up doing other jobs for the Shift Supervisor until morning. Well, once 6:00 am rolled around, it was really too late to drive home and then wait an hour and drive back. So, I would just stay until 8.
Now look what happened! Instead of 2 hours of double time, I worked from 2:00 to 8:00 with all but the last hour at double time, the last hour at time and a half. That comes to 11 1/2 hours of my base salary. Compare that to the 4 hours I would have received for 2 hours of double time.
But here is the best part. 8:00 rolls around. We have our morning meeting. Since I worked for 4 hours of the special 6 hours from midnight to 6, I get to leave at noon and get paid black time for the rest of the day.
What fun! Every time the six-hour rule was reigned in to reduce black time it produced more black time. And how was that safer? The final tweaks to the 6-hour rule before it was basically abolished a few years later came during the fall of 1991. I’m not saying that this alone was the reason, but in 1992, the Power Plant had the highest Accident Rate since 1983. Somewhere around 23 accidents. Given that in 1983, we had 50% more employees, 1991 had a much higher accident rate.
The number of callouts in the early hours of the morning were not as common as I may have made them out to be. So, I don’t mean to claim that the change in the six-hour rule was ever the cause of even one additional accident. I studied all the accidents that happened that year, and even though some of them were the result of fatigue, it was usually because they had worked an extra-long shift – over 12 hours and were injured because they were tired. Not because they were affected by the six-hour rule. The question was never asked if the person had been called out the night before.
Even though (as far as we know, because we never asked the question) the six-hour rule changes didn’t directly cause any particular accident that year, it was a symptom of an overarching problem. A certain apathy toward safety had crept into the plant. The previous years, we had an excellent safety record. One of our best years was in 1987. We had only 3 accidents that entire year. None of them serious.
I will discuss Safety in various other posts, so I won’t belabor the point now. The point I wanted to make from this post was that by focusing on the bottom line, or some other performance metric without putting your most important asset first (The Power Plant Man), almost always guarantees the opposite results.
Comments from the original post:
Another great story. I hadn’t thought of the “6-hour rule” for years. I really appreciated the true power plant workers who would answer the call. If I could do it all over again, I think I would have gone to a Vo-Tech school and learned a skill (like machinist). The “6-hour rule” never applied to management. I never received any overtime, ever (start-ups, overhauls, routine emergencies, etc.). And we were responsible for getting those people to come to the plant who didn’t want to. I can show you a hole in the wall at the Seminole Plant today made by a mad operator that I “forced” to work (1982) when he didn’t want to. When he left my office, he threw the door open so hard it hit the stop in the floor and flexed until the doorknob mashed a hole in the wall. Then he told me “I’m not through with you yet.” He later transferred to Sooner – as a promotion. Oh, the joys of management.
I’m grateful today for the people who still answer the call and keep our power on!
THAT’S HOW THEY WORK IT HERE FOR MAINTENANCE CALL-INS. TOO BAD THAT DOESN’T HAPPEN FOR SECURITY—ALTHO’ I WILL GET OVERTIME HOURS FOR COVERING THIS SHIFT.
Making Friends from Foes – A Tale of Power Plant Woes
Revised 4/14/2024
Originally posted April 25, 2014:
Later in life, thinking back to when I was young, I sometimes wonder at how my first real friend, Mark Schlemper remained my friend throughout my childhood. I remember as a boy, there were times when I wasn’t the friendliest friend. Sometimes I was downright selfish. Mark, on the other hand, was always considerate. Not in an Eddie Haskell way, but in a sincere way. I learned a lot about being a kinder person from Mark, and I’m forever grateful.

My favorite picture of Mark Schlemper with his Mother.
I think if Mark had not been my friend during my childhood, then this story would have a very different ending.
Last Friday (April 18, 2014), I posted a story called “Vertan or Sand and Making Enemies of a Power Plant Man“. At the end of that post, I explained that I had become the enemy of a team leader during the “We’ve Got the Power” program. I explained this program in the post: “Power Plant ‘We’ve Got The Power’ Program“. With all that said, here is the story:
I was a plant electrician at a coal-fired power plant in North Central Oklahoma when we took part in the “We’ve Got the Power” program. At the time, I was in charge of maintaining the Unit 1 precipitator. The precipitator is what takes the ash out of the exhaust from the boiler, so that you don’t normally see smoke coming out of a Power Plant Smokestack.
My bucket buddy in the Electric Shop, Diana Brien was on a team that tried an experiment on the Unit 1 precipitator by injecting sand into the intake duct in the hope that it would increase the performance. I didn’t put much faith in the experiment, because it was based on something that had happened almost a year earlier when sand was burned in the boiler in order to burn off the oil that had been soaked into the sand.

My Bucket Buddy Diana Brien
I hadn’t seen any sand build up in front of the precipitator during the next overhaul and didn’t believe that any of it had been able to make its way through the economizer and the air preheaters to the precipitator.
Diagram of a boiler. The precipitator is after the air preheater where it is labelled “Flue gas”
When Ron Kilman asked me about it, I said that I didn’t think it would do any good, but also, it wouldn’t do any harm either, so I told Ron that I couldn’t see any reason not to do the experiment. Who knows. Maybe something unexpected would happen. — Something did, but not quite in the way anyone would have expected.
On the day of the experiment, sand was blown into the intake duct of the precipitator. When the experiment was taking place, Diana Brien sat at the precipitator computer behind the Unit 1 Alarm Panel in the Control Room. She was printing out readings every so many minutes as the experiment progressed.
At times, I walked by and checked on her to see how it was going. One time when I was standing there watching the readings on the computer, all of the sudden the Opacity shot up. Opacity is used to measure how much smoke is going out of the smokestack. Something definitely happened to cause a large puff of smoke.
I switched screens to look at the power on each of the control cabinets. After a few seconds I found that cabinet 1A10 had zero Volts on the secondary side of the transformer. It should have been somewhere above 40 Kilovolts. The cabinet hadn’t tripped, but it wasn’t charging up the plates. Cabinet 1A10 was in the very back row of the precipitator, and when the power shuts off on the cabinet it readily releases the ash that had built up on it when the rappers on the roof strike the plates.
When I saw the puff occur, I knew where to go look, because this happened whenever one of the back cabinets was turned off. I told Dee that it looked like a fuse had blown on the cabinet. The ash was going to continue billowing out of the precipitator for a couple of hours if I didn’t go do something about it. So, I told Dee that I was going to go to the Precipitator Control Room and replace the fuse.
I passed through the electric shop to grab my tool bucket and headed out to the precipitator. When I arrived, I found the cabinet just as it had indicated on the computer. The fuse had obviously failed. Interesting timing. Coincidence? I thought it was. The fuses controlling the back cabinets were usually the ones that blew because we ran them at a much higher voltage than the rest of the cabinets (at the time).

This is a picture of the exact fuse I replaced, except the print was orange instead of blue
I quickly replaced the fuse (after attaching grounding cables to the leads and using a pair of high voltage gloves). Then I powered the cabinet back on.

High Voltage gloves like this
I returned to the Control Room and told Dee that I replaced the fuse on cabinet 1A10. The opacity had returned to normal. I watched a few more minutes to make sure everything had stabilized, and then I left.
When Ron Kilman was evaluating the results of the experiment, he could plainly see that something strange had happened. Smoke had been pouring out of the smokestack in the middle of the experiment. So, he asked me what I thought about it.
First of all, as a disclaimer, our team had our own experiments we had been conducting on the precipitator in hopes of coming up with money savings ideas. So, when I told Ron what had happened with the fuse blowing, I wondered if he would trust me to tell the truth, since I had my own skin in the game.
I explained in detail to Ron how the fuse had blown and that I was standing next to Dee watching the computer when the smoke started blowing out of the stack. I could tell that a fuse had blown by looking at the readings, so I went out and replaced the fuse. I told him that fuses do blow periodically in the back of the precipitator, but I couldn’t explain why it happened to fail at that particular time. After I gave him my explanation, he seemed satisfied that I was telling the truth.
I think a token number of points were awarded to the team because something obviously had happened during the experiment, though it wasn’t clear that sand had anything to do with it. On the other hand, our team was awarded a large number of points for increasing the precipitator performance using a different method that I may bring up in a later post. To the team that burned the sand, this looked a lot like foul play.
The leader of the team was the Shift Supervisor Jim Padgett. He became very upset when he found out that I had gone to the precipitator control room during the experiment and worked on the equipment. Our team had been awarded a lot of points that was enough to purchase the dining room table set that I have in my dining room today:

Dining Room Table received as an award from the “We’ve Got the Power” program.
It became known throughout the control room and the electric shop that Jim Padgett viewed me as his enemy. The other electricians would jokingly refer to Jim as my “friend”, knowing that Jim had basically declared “war” on me. Any time someone in the shop would have something to say about Jim, they would say, “Kevin’s friend Jim Padgett….”
When I first became aware that Jim was upset with me, I understood why. If I had been in his shoes, I would probably feel the same way. It’s a rotten feeling when you believe that someone has cheated you out of something important. So, I decided up front that I was going to become Jim’s best friend. This is where I think my memory of Mark Schlemper with his patience for me as a boy helped me with this decision.
I had determined that any time Jim asked me to do something I wouldn’t hesitate to help him. It took about a year before Jim could look at me without grimacing. Finally, one day, he asked me if I would go look at something for him to see if we needed a clearance, or if it was something that could be fixed right away. It was something minor, but I knew that this was an indicator that the ice was finally beginning to melt. I was able to fix the problem on the spot and returned to let him know.
Once we were on semi-speaking terms again, I took an opportunity one day to ask Jim if he would like to join our Computer Club. I had started a Computer Club in the Electric Shop. Anyone could join it for a one-time fee of $5.00 that was used to buy shareware and disk cases. For a while I also published a newsletter letting the members of the club know what games and such, we had that could be checked out.
Once Jim Padgett joined the Computer Club, it was much easier to have a regular conversation outside of the normal daily business. I had put the thought in my mind when I decided that Jim was going to become my best friend that nothing would make me happier than to be able to do something for Jim. That way, no matter what I was doing at the time, if Jim asked me to do something for him, I would drop whatever I was doing and do my best to help.
I could go on and on explaining how gradually over time, not only was Jim my friend, but Jim acted more and more as if I was his friend as well. Let me just say that the entire process took almost exactly ten years. I can remember the exact moment when Jim indicated to me that I had become his friend.
Here is what happened:
The phone next to my bed rang at 2:15 in the morning on Thursday February 17, 2000. I instantly knew what it meant when the phone rang in the middle of the night. It meant that someone at the plant was calling because there was a problem. Who else would be up on in the middle of the night? The night shift of course.
When I answered the phone, Jim Padgett said, “I hate to wake you up buddy.” I replied, “No. That’s okay. What’s up?” Jim explained that the dumper was down, and a train was about halfway through dumping the coal and everything was dead in the water. I said, “Ok. I’ll be right out.”
I turned to Kelly and told her that I had to go fix the dumper. She already knew of course. I pulled on a pair of jeans, a flannel shirt, and on the way out the door, I slipped on my work boots and laced them up. Then I drove the 30 miles out to the plant.
It was just before 3:00 am when I arrived. I grabbed my hardhat from the electric shop and took the elevator up to the Control Room. Jim apologized again and told me that how the dumper acted when it shutdown. I went back down the elevator to the electric shop where I grabbed the key to the pickup truck and my tool bucket and left the electric shop into the cool night air.
Power Plants at night take on magical properties. It’s hard to explain. Lights shining from the 25 story boilers, noises from steam pipes. Hums from motors and transformers. Night Hawks screeching.
When I arrived at the coalyard, I went straight into the Dumper Switchgear where the relays that controlled the dumper were mounted. Having worked on the dumper for the past 17 years, I could troubleshoot the circuits in my sleep. — Actually, I may have done just that. It didn’t take long, and I had replaced a contact on a relay that had broken and had the Coalyard Operator test the dumper long enough to know it was going to work.
When I returned back to Control Room Jim was sitting in the Shift Supervisor’s office. I walked in and showed him the small relay contact that had caused the failure. Jim, looked at me and said something that I thought only a friend would say so casually. I won’t use his exact words, though I remember not only the exact words, I remember his exact expression. He indicated to me that he had passed some gas, and he was apologizing about it. I replied, “Well. That happens.” (No. Not the other thing that happens). I told him I was going to go home. It was about 3:40 by that time.
Jim wished me a good night, and smiling with gratitude, thanked me again for coming out. As I was going back to the parking lot, and on the way home driving through the dark, tired from being woken up in the middle of the night, I had a great feeling of peace. That brief conversation with Jim just before I left was so pleasant in an odd way that I knew we had become friends. This was such a long way from where we had been 10 years earlier when Jim had literally wanted to kill me (well, not that he actually would…).
When I arrived home, I peeled my clothes off in the utility room to keep from tracking coal all over the house. I set the small broken relay contact on the kitchen table as a token to my wife, so she could see why I was called out when she wakes up in the morning. I climbed back into bed around 4:15 to sleep for another two hours.
That morning when I arrived at the plant, the first thing I learned was that about the time that my alarm had woken me up that morning, Jim Padgett had left his shift and driven to his home in Ponca City. When he walked in the door to his house, he collapsed and died instantly of a heart attack. That would have been about 3 hours after the moment that we had said goodbye.

Jim Padgett is on the far left along with his crew of True Power Plant Men
I grieved for Jim’s wife Jane, who had worked for a while at the plant before marrying Jim, but I didn’t grieve for Jim. Something told me, and maybe it was Jim, that he was at peace. In the moment that I heard about Jim’s death, I burned the conversation we had just had that morning into my mind so that I would never forget it.
To this day whenever I know that someone is upset with me for something that I have done to them personally (which still happens occasionally – believe it or not – yeah, my wife’s nickname for me is “rotten”), I am determined that they will become one of my best friends. I will do anything for that person if they ask (unless, of course it is to “not be their friend”). I have my childhood friend Mark Schlemper to thank for the attitude that helped me decide to reach out to Jim Padgett. Without that experience while growing up, Jim and I would never have become friends.
I would like to leave you with a song that reminds me of Jim whenever I hear it. It is called “Bright Eyes” from the movie “Watership Down”. Art Garfunkel sings it:
Note: If you are not able to watch the video above, try clicking this link: Bright Eyes, Art Garfunkel
Comments from the original post:
Vertan or Sand and Making an Enemy of a Power Plant Man
Revised 4/6/2024
Originally Posted April 18, 2014:
When I was an electrician at the coal-fired Power Plant in North Central Oklahoma I inherited working on the Precipitators from Sonny Kendrick, the Electrical Specialist in the electric shop. One time after I had been struggling with the performance of the precipitator trying to lower the emissions of Fly Ash going out of the smokestacks, I encountered a very odd situation.
One morning while I was walking out to the precipitator as I passed the Unit 1 boiler, I noticed that a couple of tanker trailers were sitting outside the bottom ash area. Hoses had been attached to one of them and were running up the side of the boiler. What looked like a pump was running. I didn’t have a clue what was in the tanker. I figured it was just some routine thing that power plants did every so often to make things more interesting. You wouldn’t believe how many times Power Plant Men would come up with new and interesting things just to keep me in awe. (but then, I am easily amazed).

A Tank Trailer like this
Anyway, I didn’t really pay much attention to the tanker on the way to the precipitator. I just walked around the tankers that were there and entered the precipitator switchgear and up the stairs to the Precipitator control room where 84 control cabinets were waiting for my attention. On the way into the switchgear, I had glanced up at the smokestacks and noticed that the exhaust from the boiler was looking pretty good.
As I walked past the control cabinets that controlled the back of the precipitator, I was surprised to find that they were powered up all the way and there wasn’t any sparking happening. Well. I thought. Maybe they are at low load and not much is happening inside the precipitator this morning.
As I walked between the two rows of cabinets toward the cabinets that controlled the transformers near the intake of the precipitator, my surprise turned into astonishment. I had never seen the front cabinets powered up to such a high level with no sparking. Everything was 180 degrees from the way I had left the cabinets the evening before when I was struggling to adjust the power to lower the emissions.
After going through each of the cabinets adjusting the power levels higher only to find that I was able to easily increase the performance even further, I returned to the electric shop for break. When I arrived in the electric shop office, I told Charles that something very strange had happened this morning and I’m trying to figure it out, because all of the sudden the precipitator was operating at maximum efficiency.
After break I walked back out to the precipitator control room past the tanker trailers and found that everything was still running smoothly. “My work is done” I thought. I decided to go to the top of the precipitator and start working on fixing malfunctioning vibrators for the rest of the day.
I worked on the precipitator roof until noon, and then went back to the shop for lunch. I sat with Charles as we talked about movies we had seen. Charles was telling me about how the song for Ghostbusters had been on the radio. When the song said,
“If there’s something strange,
in your neighborhood,
Who ya gonna call?
GHOSTBUSTERS”

Who Ya Gonna Call?
Charles’ son Tim (not having seen the movie) thought that instead of saying “Ghostbusters” they were saying “Who ya gonna call? Charles Foster!” Besides being exceptionally cute, it was also an honor for Charles for him to hear Tim sing, “Who ya gonna call? Charles Foster!”

Charles Foster
After lunch was over, I went back out to the precipitator control room to check on the cabinets one more time. To my surprise when I walked through the row of cabinets, they were sparking again as they had been the day before! Not quite as bad, but bad enough that I had to go through the cabinets and adjust them back down almost to the levels where I had them before.
It took longer to adjust the cabinets down than it did to raise them in the morning. When break time came along, I was too engrossed in adjusting the cabinets to notice, so I continued working through break. It must have taken me close to three hours. At that time, I was still using a small screwdriver on some potentiometers inside each of the cabinets to make the adjustments.
About the time I finished, all the sudden something happened. The cabinets began acting the way I had seen them in the morning! All the sparking stopped, and the cabinets began powering up to the highest point they could go based on where I had set them. Ok. Now I needed to find out what was going on!
I walked out of the precipitator and headed for the Control Room. I walked past the tanker trailers and noticed that the pump was running again. I hadn’t thought about it, but when I had walked by them a few hours earlier they had been turned off. This was curious. I figured that it was more than a coincidence.
Pat Quiring was the Unit 1 Control Room operator when I arrived. I asked him what has been going on with Unit 1. I explained to him that when I arrived in the morning, I found the precipitator running smoothly, then later it wasn’t, and just a few minutes ago, something happened again and there it was. Pat said two things were going on that day.
One thing was that we had been burning a pile of sand that had been soaked with oil. They had been mixing it with the coal at the coalyard and blowing it into the boiler with the pulverized coal in order to dispose of the hazardous waste. Hmm… This was a possibility. I couldn’t see how the sand would make a difference, but maybe the mixture of the chemicals in the oil had something to do with it.
Then I asked him. “What about those tankers on the side of the boiler? Why are they there?” Pat said that we were also burning Vertan. Well, not “burning” exactly. We were destroying it in the boiler, because it was chemical waste that needed to be disposed and it is easily destroyed into its chemical components in the heat of the boiler.
“Vertan? What’s Vertan?” I asked Pat. He said it was some chemical used to clean boiler tubes. These tankers had been sent to our plant from another plant that had just had the boiler tubes cleaned, and we were just burning it off to get rid of it. They had a schedule they were using to burn the Vertan. They couldn’t just get rid of it all at once because it caused a buildup in the economizer that caused the airflow to be affected through the tail end of the boiler.

Pat Quiring is standing on the far right in this picture.
So, I wondered, maybe this has to do with airflow. Diverting the airflow to different parts of the precipitator could definitely affect things. The cabinets out in the middle of the precipitator definitely had different electrical properties than those out on the edge.
I suddenly realized that this was 1988 and the Internet was not readily available to the typical user, and the World Wide Web still had a few years before it was widely going to be used. Frustrated that I couldn’t just go “Google” something for another ten years, I did the next best thing that I could do. I decided to pay a visit to our Power Plant Doctor! I wrote about Doctor George Pepple in the post “Power Plant Doctor Does a Jig in a Puddle of Acid“. He was the head Power Plant Chemist.
I went to the Chemistry Lab and found George working away on some diabolical experiment. No. Not really, he was probably just testing some water samples. When Dr. Pepple was working on any kind of chemical test, he did it with such mastery and grace that it always reminded me of a mad scientist.

George Pepple. A cross between Einstein and Mr. Rogers.
I asked George about Vertan. He explained to me that it was a chemical that was mixed in water and pumped through the boiler tubes to clean out calcium buildup and the like. I mentioned to him that I thought it may be affecting the operation of the precipitator and I was curious to know more about it.
Professor Pepple then explained to me that Vertan was called TetraAmmonia EDTA. EDTA? Yeah, he said, “Ethylenediaminetetraacetic Acid”. He said this just like my Animal Learning Professor, Dr. Anger used to say “Scopalamine” (See the Post “Poison Pill for Power Plant Pigeons“).
I wrote down this information and I continued monitoring the progress of the precipitator throughout the rest of the week. Each time the pumps were running on the Vertan trailers, the precipitator operated as if it was new and completely clean. Each time the pumps turned off, the precipitator reverted back to the regular mode of operation, only it would be a little better each time. By the time all the Vertan had been destroyed in the boiler, the precipitator was running very well on its own.
Over the weekend I went to the University Library at Oklahoma State University in Stillwater and Looked up TetraAmmonia EDTA. Not much had been written about it. I was able to find an article about it in a Journal. It had the chemical composition.

Vertan or TetraAmmonia EDTA
A few years later when the Internet became available, I was able to find a better model of the Vertan molecule:

Vertan or TetraAmmonia EDTA chemical model
I mentioned that at the same time that the Vertan was being burned in the boiler, we were also blowing contaminated sand into the boiler in order to burn off oil that had soaked into the sand. At one point, I had to go work on the head end of the number 10 long belt to find a 480-volt ground in a circuit. When I arrived, I could see where the oil from the sand had caused the coal to cake up on the belt and cause a big mess where the conveyor dumped the coal onto the belt 12.
There didn’t seem to be any correlation between the times that sand was being burned. The process for burning the sand lasted a lot longer than burning off the Vertan. By the time that the sand was burned off, the precipitator was humming away operating at near maximum efficiency. So, it seemed as if the sand didn’t have anything to do with the increase in performance.
I was convinced that burning Vertan in the boiler was more convincing. If not Vertan, then just injecting water could have been a factor. Since the Vertan was in water and they were pumping large amounts of water into the fireball in order to destroy the Vertan. Maybe the increase in Humidity had something to do with the improvement.
A couple of years later when the “We’ve Got the Power” Program was underway (See the Post, “Power Plant ‘We’ve Got The Power’ Program“). Terry Blevins and I were investigating the idea that Vertan could be used to improve the performance of the precipitator. We found that Ammonia Injection was used to treat Precipitators.
This is done by injecting ammonia into the intake of the precipitator to treat it when it was performing poorly. This reinforced our idea that Vertan was the main reason that the precipitator had responded favorably during that time since Vertan broke down into Ammonia at high temperatures. Even then, we didn’t exclude the possibility that the increase of humidity may have also played a role.
Another team had the idea that injecting sand into the intake of the precipitator would improve the performance of the precipitator by sandblasting the ash off of the plates. They had seen this happen when sand had been burned earlier. I had rejected this idea as being viable. I knew that the velocity of the airflow in the precipitator was no faster than 4 miles an hour. Hardly fast enough to keep grains of sand airborne.
It was worth a try though, and the other team pursued the idea and ran a test by injecting the sand. It definitely wouldn’t hurt anything to try. The idea was rejected by the Steering Committee (Ron Kilman), based on my input, even though something extraordinary happened during the test. When this happened, I became the instant enemy of the team leader.
I will cover this dilemma in a later post (See the post “Making Friends from Foes – A tale of Power Plant Woes“). For now, I will just leave you with the knowledge that because I had chosen Vertan over Sand, I had definitely made an enemy of a True Power Plant Man.
Power Plant “We’ve Got The Power” Stress Buster
Revised 3/30/2024
Originally posted April 12, 2014:
In an earlier post titled “Power Plant We’ve Got the Power Program” I explained how in 1990 we broke up into teams at the coal-fired Power Plant in North Central Oklahoma to find ways to save the Electric Company money. Before we were actually able to turn in our first set of ideas, we had a month or more to prepare those ideas and to turn them into proposals. During this time, and throughout the entire “We’ve Got the Power” program, teams who wanted to succeed and outdo the other teams became very secretive. Our team was definitely that way. We had secret experiments going on throughout the plant, and we didn’t want other teams to even know what areas we were investigating.
As the program progressed, a certain level of stress developed between teams. In a later post I will tell a story about how this level of stress led to a situation of suspicion and eventually even animosity. This post will not go into that situation. Instead, I want to explain what our team did to try to alleviate some of the stress by devising a special “Power Plant Joke” that we played on the rest of the Power Plant Men (and Women).
There were some teams that had setup some experiments that they were running to see if their ideas may save the company money. Our team had several experiments running throughout the beginning months. All of which we carefully hid from prying eyes. We were proud of our stealthiness. Sneaking around, making sure we weren’t being followed when we went to take readings from our carefully hidden recorders and other devices.
Charles Foster, Scott Hubbard and I were sitting in the electric shop office discussing the stress level that had permeated the plant, and we thought we could take advantage of the stress by setting up a “We’ve Got the Power” Experiment out in the open that would be obvious to anyone that walked by. Only it would be a fake experiment designed to play a joke on the unsuspecting Power Plant Man.
Here is what we did….
Just outside the electric shop in the Turbine Generator basement there is a water fountain. We placed a hazard waste barrel a few feet away from the water fountain. Like this:

Hazardous Waste Barrel
Then we mounted a junction box on the wall a few feet above the chemical waste barrel and a little to the right.

A junction box like this
We turned the junction box so that the hinge was on the top, allowing the door to fall closed naturally. This was an important part of the setup to allow for the joke to automatically reset each time it was operated.
We ran some copper tubing from the water fountain water line over to the box. Then another copper line came out the bottom of the box and into the barrel. Next to that copper tube, another smaller copper tube came out of the bottom of the box and bent toward the front of the box. It was not noticeable. We had a plastic hose coming out of the barrel and over to the drain next to the water fountain. Then we put Yellow Barrier Tape around the entire setup.

Barrier Tape
We tied Caution tags to the Barrier tape that said, “We’ve Got the Power Experiment” Do not enter! I signed the tags.

Caution Tags like this
There was an electric conduit running up from the junction box, that went up and into the wall about 6 feet above the junction box. So, this looked like a legitimate experiment going on, but for the life of anyone, no one would be able to tell what it was doing. — Mainly because it wasn’t doing anything…. At least not until someone went to investigate it.
Picture this. A hazardous waste barrel with a plastic tube running from the barrel to the drain for the water fountain. Electricity obviously running to the junction box just above it with a copper tube running into the hazardous waste barrel, and a copper tube running from the water fountain into the junction box. All with barrier tape around it with caution tags warning that this is a “We’ve Got the Power” experiment.
So. Here is what would happen….
Employees would walk by and see the barrier tape with the hazardous waste barrel and the hoses and water lines coming from the back of the water fountain, with a junction box above it that was not completely closed. The door to the junction box was down, but not screwed closed. Conduit was going into the box, which meant that something electrical was probably inside. Maybe a solenoid or something that was controlling the experiment.
They would read the Caution Tag that explained that this was a “We’ve Got the Power” experiment, and it would pique (pronounced “peak”) their curiosity enough that they couldn’t help but investigate it to see what was really going on.
So, what would invariably happen, was that someone would enter the area that was barrier taped off and open the junction box to see what was inside. When they lifted the lid, they would find that they were instantly being soaked with water that would spray out of a small copper line pointing right at them directly under the junction box. At the same time, an alarm would go off above them behind the wall right above the electric shop office. It was very loud. A counter inside the junction box would register an “intruder’ had just opened the box.
So, as we would be sitting there during lunch, we would suddenly hear the alarm go off, and we could dart out the door to the Turbine Generator basement to find a drenched Power Plant Man. They were usually amused that they had fallen into the trap. I say usually, because I have the feeling that one particular person who found himself violating the barrier tape and getting soaked didn’t act too cordial about it. I’ll get to him later.
As I said, inside the box was a counter. It counted how many times the box had been opened and sprayed someone with water. So, we could go inspect it in the morning and we would know if anyone had looked at it while we were gone.
After the experiment had been there about a week, an overhaul began where Power Plant Men from different plants came to our plant to perform the overhaul. The plant would shut off one of the units and we would take it apart and put it back together again fixing problems along the way (well. maybe not quite that drastic. It was a time to fix things that couldn’t be maintained or repaired while the unit was running).
So, the Power Plant Men at our plant, who by that time all knew about the bogus experiment just outside the electric shop, would bring unsuspecting Power Plant Men from other plants over to the see the “We’ve Got the Power” experiment going on in the hopes of seeing them get sprayed with water. So, a new round of alarms was going off during that time.
Eventually, when people had heard about the experiment, and knew that it was spraying people, they would approach the experiment with caution. When they opened the lid of the junction box, they would stand next to it against the wall in order to not get wet. The spray pattern from the crimped copper line was fairly wide, so you would have to stand practically against the wall next to the box in order to stay dry.
So, this was when we implemented Phase 2 of the experiment. — Yeah. It’s the second phase of many Power Plant Jokes that usually make the joke a much bigger success than the first phase. For instance, I have written a post about the “Psychological Profile of a Control Room Operator” in which I had played a joke on Gene Day, where after a week of preparing him for the final joke, I had coaxed him to look over my shoulder, only to have him read that according to his psychological profile, he was the type of person that would look over your shoulder and read your private material.
That would be a good joke in itself, but when Gene Day read that and began choking the life out of me, I pointed out to him the final statement in Gene Day’s profile which stated that he tends to choke people who try to help him by creating psychological profiles of him. This second part of the joke is what really completes the joke and makes it a real success. The first part just makes it funny.
So, here is how we modified the experiment for Phase 2…. The nozzle that sprayed the employee actually came out the bottom of the box and elbowed to point toward the front of the box. So, what we did was we took a file and filed a tiny notch in the side of the copper tubing just below the junction box just above the elbow. The notch was on the side of the copper tube, and it was deep enough of a notch to make a little hole in the side of the copper line.
So, then, if someone was standing to the only side they could stand next to the box and the barrel and they opened up the lid of the Junction Box to show someone how the experiment worked, they wouldn’t notice right away, but a small stream of water would be spraying on their pants in just the appropriate location to make it look like the person had just pee’ed their pants.
Soon after we had finished modifying the experiment for Phase 2, Howard Chumbley walked into the electric shop. He was a retired Electric Foreman, that I have written about in the post “Pioneers of Power Plant Fame Finally Find Peace“. He had come to visit the plant that day because there was going to be a Men’s Club lunch and he wanted to come and see some other old codgers that he used to work with that liked to attend the Men’s Club dinners. Of course, he always wanted to see us as well.
So, we told him about the “We’ve Got the Power” Joke Experiment just outside the electric shop that sprayed water on people. Of course, he wanted to see it, so we took him out and let him observe it. We explained that when you open the lid, an alarm goes off, the counter toggles and water sprays out of that little nozzle sticking out at the bottom. We told him he could try it if he wanted to see how it worked.
So, he climbed under the barrier tape and walked around the side of the junction box that didn’t have the barrel, and reached over and lifted the lid. The alarm went off, water sprayed out, and Howard laughed with glee to see how we had devised such a nice trick. After watching the water spray for about 3 or 4 seconds, he suddenly realized that something was wrong. He dropped the lid and looked down, only to find that it looked like he had just pee’ed his pants.
That was it! That was icing on the cake. Howard laughed even more when he realized what had happened.
The next morning when we came in the shop, we went to look at the experiment, it had been disassembled, or shutdown in some manner. I think some caution tag had been placed there by Gary Wright, the Shift Supervisor stating something like this was a safety hazard, or some such thing.

Gary Wright is the one down in the front with the glasses. He had more hair in this photograph than I remember
Anyway, when I went up to the Control Room to ask him why he shutdown our experiment he was adamant that it constituted Horseplay and someone could get hurt. Maybe when the water sprayed on them, they might jerk back and fall down and get hurt.
Ok….
I suppose. Though, by the time he took it down, everyone at the plant already knew about it, and we were just in the Phase 2 part of the experiment. In this phase anyone who was looking at the experiment was doing it by opening up the door from the side, and peeing their pants and they wouldn’t jerk back……—- Oh….. I see…. Shift Supervisors don’t usually like to walk into the control room looking like they have just pee’ed their pants.
I will say that I hadn’t expected that type of reaction from Gary Wright, because up to that time, he seemed more mild-mannered than the rest of the Shift Supervisors. We just took it that the more upset Gary was with us about it, the more successful the joke had been implemented. The joke had played out by that time, and we were good with it either way.
After it was all said and done. We thought it did help to reduce the overall tension that was permeating the plant due to the “We’ve Got the Power Program”.
Power Plant Pilfering and Being Peeved with Peavler
Revised 3/23/2024
Originally posted April 5, 2014:
Today, work ended in a strange way. I was working away at Dell when I had a call with a business partner to go over some configuration of our timekeeping application. When I joined the call, the person on the other end of the line, who usually sounded like a normal woman with a slightly Hispanic accent sounded more like an insect alien with a very nervous tic.
I tried several quick remedies on my computer to resolve the audio issues I was experiencing. You see, at Dell, when we use the telephone, we are actually using our computer with a headset attached. After shutting down a few processes that I knew were not necessary in the hope of clearing up our communication, I thought that maybe rebooting my computer would be the simple solution. That was the lesson I had learned back at the gas-powered power plant in Harrah Oklahoma in 1985.
Ellis Rook had told me back then that he didn’t mess with trying to figure out why the phone system wasn’t working. Whenever there was a problem, he preferred to just reload the program from disk, which was on an 8-inch disk and took about a half an hour to reboot. No worries that all the phones in the plant would be down for a half an hour as the Rolm Phone computer was rebooting. So, I rebooted my system, since restarting the communication program didn’t work.

A ROLM Phone Computer
When my computer rebooted and I attempted to log in, when the screen would go blank just before the moment when you would expect the wallpaper to show up, my computer would indicate that it was logging me off and then would shut down only to restart again…. Drats! …and I had this important call with my coworker that I was sure had not really changed into the alien that had been talking to me moments before.
I tried this a couple more times, and each time the computer would shut down and restart. So, I swiveled around in my chair and turned to my current manager who was sitting across the bullpen cube from me, and I said, “My computer has crashed.” It just keeps restarting. She replied, “Go take it down to the computer clinic and have them fix it. They are great! They will fix you up right away.

Our bullpen cube is like this only bigger to fit seven docking stations. adding an extra seat in the back and one extra on each side
On a side note, I just want to add that my current manager at Dell has been the absolute most influential manager I have ever met next to Charles Foster. She has perfected the art of “Expanding her bubble”. Charles taught me this technique many years ago.
Charles Foster
So, on a side note of a side note, let me just tell you what my former foreman Charles Foster at the Power Plant did once. He ordered some equipment for everyone in the electric shop which ran into a few “extra” dollars. When he was called on the carpet to explain why he thought he had the authority to make this purchase, he explained it this way:
“When I went to ‘manager training’ they told me that during your career you will have times where it will be necessary to perform activities that you are not sure you are able to perform, so you should go ahead and try them. If you get your hand slapped, you just pull back and don’t do that again.’ This is called ‘Expanding your bubble’. I was just expanding my bubble.” He said Ben Brandt, the assistant plant manager, looked at him with a blank stare for a moment, and then told him that he was free to go. Evidently, according to the listening devices that we had hidden in his office, Ben turned to Tom Gibson, the Electric Supervisor, and said, “That’s a pretty good explanation.”
I bring this encounter up, because my current manager, Ali Levin, of whom I also have the greatest respect, just recently had an opportunity to expand her bubble. She was so successful that those around her that know what she has accomplished just stare in awe at her. I predict that within the next decade this young lady will have become the CIO (Chief Information Officer) of a Fortune 500 company (mark my word).
So, what does this all have to do with Charles Peavler and Power Plant Pilfering? Well. The final verdict from the super technicians down in our computer repair lab, said that since it was Friday afternoon, I wouldn’t be able to have my computer back in working order until Monday morning. Which meant that I would have to go all weekend without being able to log in and perform feats of magic on my laptop.
Ok. I was resigned to go home early and wait patiently until Monday morning when I could begin popping up various applications and flipping between them and the multiple Instant Message windows talking to various business customers throughout the day as I performed the satisfying dance of my day-to-day job. So. I left work early.
This evening as I sat down to create a post about Power Plant Men and my previous life working as an electrician at a Coal-fired Power Plant in North Central Oklahoma, the sudden loss of my computer flashed me back to a time when someone that was working with me experienced a similar loss. Instead of a laptop. This electrician had lost a set of “Jumpers”.

Electric Jumpers
Ok. These jumpers don’t look like much, I know. But jumpers are almost as important to a plant electrician as a laptop is to an IT developer at Dell. That is, you just can’t get your work done without it.
So, it was either Donald Relf or Bob Eno who was working with me on Friday, March 29, 1993. During overhaul, we had been calibrating precipitator control cabinets all day. Much like today, April 5, 2014, when my computer died. At the end of the day as we were packing up our equipment Bob or Donald, I don’t remember, saw me leave my tool bucket next to the old typewriter stand that we were using as a portable workbench (since we didn’t use typewriters anymore). He asked me if it was safe to leave our tool buckets there over the weekend.
I assured him that the coal-fired plant in North Central Oklahoma hired only “top-notch” Power Plant Men. His tools would be perfectly safe sitting out in the Precipitator control room over the weekend. I was so confident because I had always left my tools where I was working in the precipitator during overhaul, and I had never had anything stolen. If anything, someone may have left me a present of chocolate behind only because they knew that I always did favors for chocolate.
You can imagine my surprise when we returned to the Precipitator Control Room on Unit 1 on Monday morning only to find that Bob (or Donald) had their jumpers missing from their tool bucket. We each used 5-gallon buckets to carry our tools. Mine had been untouched. No extra chocolate that day, but no unsavory fingerprints were detected.

I had a black tool bucket like this.
As it turned out, we relied on Bob’s (or Donald’s) jumpers to do our job, so we actually had to return to the electric shop and create a new set of jumpers for him. I felt so ashamed. After all, I had so proudly explained that only those with the greatest integrity worked at our plant, and he didn’t have to worry about leaving his tools, and here I was having to cover for his losses. This was the only time in the 20 years I worked at the Power Plant where someone had stolen something from a tool bucket when they weren’t purposely playing a joke on me.
When I found time that day, I went to the control room and asked the Shift Supervisor if he could tell me who worked as the Unit 1 auxiliary operator over the weekend. I knew that this would narrow the culprit down to three people. He looked through his logs and said that Darrell Low, Charles Peavler and Jim Kanelakos had Unit 1 over the weekend.
Knowing how the shifts worked, I knew that each of these people had walked through the Unit 1 precipitator exactly 3 times over the weekend, before we returned on Monday morning. I also knew that no one else would have ventured to stroll through the Precipitator control room who was working over the weekend on overhaul. I knew this because of all the hundreds of hours I had already spent in this control room over the weekend, only one operator per shift ever visited. It was usually my reminder to take a break and go to the bathroom and buy something from a vending machine before returning.
I studied this list. Hmmm….. Darrell Low…. A person with impeccable character. Would love to play a good joke when given the change, but honest as the day is long. Jim Kanelakos…. Devious at times, but personally a very good friend. A person so dear to me that I him kept personally in my daily prayers. Charles Peavler… well… by the title of this post…. you already know the rest of the story.
I eliminated Darrell immediately since I knew his character and I would trust him with my life (which I actually would at times when he would place clearances for me). I suspected Peavler right off, but I thought I would make sure that Jim Kanelakos wasn’t just playing a joke on me first. So, I approached him and asked him if he had taken a pair of jumpers from a tool bucket in the Precipitator control room over the weekend.
At first Jim looked at me with a hurt feeling that I thought might be a perfect expression if he was playing a joke on me. He was holding the look of sorrow and hurt that I would actually accuse him vaguely of stealing a pair of jumpers from a tool bucket. When I pressed him on the issue. The hurt look changed to a look of resolve, and he said directly, “No. I didn’t take them.”
I knew immediately that he was telling me the truth. Jim and I had worked together with Charles Peavler on the labor crew together. We actually used to analyze his behavior as sort of a joke, and kind of a refresher of our Psychology background. Jim Kanelakos had earned a Master Of Arts in Psychology, while I had a bachelors in the same field. So, we used to have fun joking around together about the unusual behavior of Peavler.
Charles Peavler looked like the Sergeant on Gomer Pyle. Except that he had chewed tobacco so long that his lower lip was permanently curled so that he looked like Popeye. I say that because they had the same lower jaw and the same amount of hair on his head:

Popeye or is it Charles Peavler
Once I was certain that Charles Peavler had taken the Jumpers from Bob’s (or Donald’s – I’m relying on one of you telling me which one) tool bucket, I approached him with the attitude that I already knew it was him. I came up to him in the Control room and said, “Charles! You know that pair of jumpers that you took from that tool bucket over the weekend? I need those back!”
I explained to him that I had told the visiting electrician that it was safe to leave his tools there because no one would touch his stuff. So, I felt personally responsible to get the jumpers back. Charles immediately denied that he had taken the jumpers. He said that he didn’t know what I was talking about. I told him that I had checked, and he was the only person over the weekend that would have taken them. So, I needed them back. He continued to deny that he had taken them.
As the overhaul was lasting a few weeks longer, I continually approached Charles in the middle of the control room where the Control Room operators were within earshot asking him to give the jumpers back to me. I would tell him how I need them so that we could continue our work. Also, I would explain each time that the reputation of our Power Plant was at stake.
Finally, one day he said, “Well. I don’t have them here. I took them home.” — That was a great relief to me. I had been continually accusing him day after day of taking those jumpers. I was finally glad to find out I hadn’t been accusing someone falsely, which was always a vague thought in the back of my mind. The moment he told me he had taken the jumpers home, I jumped on him (not literally – though the thought occurred to me). I said, “I need those jumpers back!”
It took about a week. Each day whether he was on the day shift or the night shift or the evening shift, since we were on overhaul working a lot of overtime, he was not able to escape me. I would go up to him and ask him, “Did you bring those jumpers today? ” Each time in the middle of the control room, quite loudly.
Finally, about a week after he admitted having the jumpers when I asked him about it in the middle of the control room, he went into the locker room and soon returned with the pair of jumpers and handed them to me. I quickly returned them to Bob (or Donald) and apologized profusely for the inconvenience. I didn’t tell him exactly what had happened to the jumpers, only that I had finally tracked them down.
I guess, he didn’t know that I knew him so well. So, well in fact that to this day, I have kept Charles Peavler also in my prayers every day. When he lost his mother in on April 1, 2000 (fourteen years this week), I felt his loss also. He left the plant on July 29, 1994, during the last (and the worst) downsizing the Power Plant ever experienced. To this day, though I was peeved with Peavler back then, I still care for him deeply. I don’t think he was a “True Power Plant Man”, but neither was Jim Kanelakos or myself.
Someday Charles will meet our maker. When he does, he will be able to say, “Yeah. I did steal a pair of jumpers once. But I ended up by giving them back.” I clearly remember the look of relief that day when Charles placed those jumpers in my hand. It was if a heavy burden had been lifted.
Actually, by that time I had decided that it was as important for Charles to give back those jumpers as it was for Bob (or Donald) to get them back. Something had compelled him to lift that pair of jumpers, I think it was an opportunity for him to face reality. I thought that he was having a “Come to Jesus” moment when he confessed.
I often wondered what Charles’ mother Opal Peavler would have thought of Charles. I suppose she finally found out. I suspect that by the time she found out, that Charles had mended his ways. After all, he was on his way when we had danced this dance in the middle of the control room that week in 1992. He did finally admit that he had stolen something. I’m sure he thought at the time that an electrician could easily make a new pair of first-class jumpers. We wouldn’t care that someone had come along and taken one measly pair of jumpers.
Actually, if Charles had ever come to the electric shop and asked any electrician for a pair of jumpers, any one of the electricians would have been glad to whip up a pair as if by magic. I think it was just that one moment when he was alone with a tool bucket staring at him and a perfectly prepared pair of jumpers were gleaming up at him that in a moment of weakness, he decided he could pilfer this pair without anyone knowing.
To tell you the truth. I was very proud of Charles Peavler the day he placed those jumpers in my hand. Geez. I didn’t realize until after I finished this post that I have a picture of Peavler:
Charles Peavler is the one standing on the left with the pink shirt.
The Ken and Randy Power Plant Safety Show
Revised 3/16/2024
Originally posted March 28, 2014:
Ken Couri was the plant safety guru long before Randy Dailey showed up on April 16, 1984. Ken gave us our yearly Safety training on such things as first aid and CPR. When Randy came on the scene, our yearly safety training shifted into overdrive! Ken was the one that tested my driving when we took the Defensive Driving Course the summer of 1981 during my third summer as a summer help.

The Defensive Driving Course we took when I was a summer help
I remember that Ken climbed into the pickup truck parked outside the electric shop as I walked around to the driver side. I thought. This will be a cinch. I’m a great driver. I should come out of this with flying colors. I talked about this class in the post “Power Plant Safety is Job Number One“.
I had done my “Circle for Safety” by walking around the truck to make sure there weren’t any obstacles in the way. Which, by the way, is why AT&T trucks used to stick an orange cone at the back and front corner of their truck (maybe they still do. I haven’t noticed one lately). When an AT&T worker goes to pick up the orange cones, it forces them to look in front and behind the truck to make sure that there isn’t an obstacle behind or in front of it that they might hit when they leave the parking space.

An AT&T safety demonstration of placing cones around a truck.
I thought, right off the bat, I must really be impressing Ken Couri. Ken was a heavy equipment operator from the coal yard. He was a heavy equipment operator in more ways than one. In fact, I always thought of him as a gentle giant. Anyway, I thought, he probably hadn’t seen anyone do a circle for safety as geometrically circular as I was doing it. I had calculated the radius from the center of the truck to the front bumpers, added two feet and began my circle for safety checking both the front and back of the truck for obstacles. All clear.
I climbed into the truck, and without hesitation, grabbed my seat belt and strapped myself in. Smiling, I looked over at Ken, who was looking down at his checklist, apparently not paying any attention to me. Hmmm. Ok. Maybe he would be impressed by the way I backed out of the parking space.
I always had the habit of turning around and looking behind me as I backed out. So, I did just that. I carefully backed the truck out of the space while observing everything through the back window, momentarily glancing back to the front to make sure the truck didn’t strike anything as the truck pivoted around. Confident that I had done everything right, I noticed that Ken hadn’t looked up or written anything on the checklist.
He told me where to drive, and I put the truck in drive and headed in that direction. That is when I looked up at the rear-view mirror for the first time. I suddenly realized I had made a grave error. I watched as Ken’s hand that held the pencil worked its way up the sheet to a particular checkbox and marked it.
You see, while I was busy creating my perfect Circle for Safety, Ken had climbed into the pickup and reached up and knocked the rear-view mirror down so that it was way out of whack. I stopped the truck for a moment as I adjusted the mirror knowing full well that I was supposed to have done that long before I had put the truck in reverse. Well, that was that. No perfect score for me, and I was just beginning the test.
I didn’t know whether to feel bad about that, or to laugh about the way that Ken just sat there with no expression on his face as he checked the box that indicated that I hadn’t checked my rear-view mirror before shifting into reverse as we had learned in the videos. I think I was so ashamed about not checking my rear-view mirror before shifting into reverse so much that I didn’t even tell my best friend, Tim Flowers on the way home that day. Actually, I was so disappointed with myself that this is the first time I have revealed this secret failure to anyone (other than Ken Couri of course, God rest his soul).
The one thing I remember most about Ken Couri during the yearly safety meetings was that he would tell us the story about Annie, who was our CPR dummy. Annie was a drowning victim in Paris France in the Seine River. Her real identity wasn’t known, but her drowning was considered such a tragedy, because someone so lovely as her had apparently committed suicide, and no one was around to save her.

Annie of the Seine
Years later, a guy named Asmund Laerdal in Norway used her image to create the CPR mannequins known as Rescue Annie.

Rescue Annie CPR resuscitation Mannequin.
I am sort of an emotional person at the weirdest times, so whenever we had to practice CPR on Annie, I would get all choked up while trying not to let my coworkers see that I was having difficulty with performing CPR on a mannequin of a real person that had died from a real drowning back in the 1800’s. The only comfort I had was knowing that, as Ken Couri pointed out and Anna Edwards said in 2011: Her enigmatic smile is known to millions around the world, and she has been kissed billions of times. (Read more: http://www.dailymail.co.uk/news/article-1393184/How-girl-drowned-Paris-kissed-face-time.html#ixzz2xJxJIJNj).
Once every year we would receive First Aid training from Ken and Randy. Each time we would hear the same stories about Safety and their importance. Randy, who had been a medic in the army had a full array of sayings (maybe the Power Plant men can add a comment to the post with some of his phrases). I wish I could remember them all at the same time.
Unfortunately, they only come to me when an appropriate occasion arises. Like I see some unsafe act, or a possible situation where a tragedy could happen like the ones that Randy would describe. I remember his speech about the ABCs that you perform when you run across someone that is unconscious. You first “Assess” the situation. Then you check for “Breathing”, then you check their “Circulation”. He would always end by saying that “A weak pulse is hard to find.”
He would demonstrate this by tapping the dummy on the shoulder as an example and say, “Hey. Are you all right? You don’t want to perform CPR on someone that is only taking a nap in the park.” Then he would turn to one of us and say, “Call 911!” That was called, “implementing the EMS system”. EMS stood for the “Emergency Medical System”. Then he would place his ear close to the mouth of the dummy while he was checking the pulse on the neck. He would repeat, “A week pulse is hard to find.”
In the past I may have described Randy Dailey as someone that would remind you of Barney Fife from the Andy Griffith Show… Maybe I haven’t, but he sort of does sometimes. You tell me.

Barney Fife played by Don Knotts in the Andy Griffith Show
Here is Randy Dailey:

Randy Dailey, known as Mr. Safety to Real Power Plant Men
Randy may occasionally remind a novice of Barney Fife, but to the experienced Power Plant Man, just looking at him and a Power Plant Man automatically thinks “Safety”! During the “We’ve Got the Power Program” (See the post: “Power Plant “We’ve Got the Power” Program) Randy Dailey invented a special pen that you could put in your handy dandy pocket protector worn by most respectable Power Plant Men that would beep at you if you were bent over too far and were putting yourself at risk of a back injury.

Our Pocket Protectors were freebies given to us by vendors so they would have advertisements on them like these. Actually, I think I had one that has Castrol on it.
Randy had a lot of compassion as he trained us on safety. You could tell that he had an agenda, and that was to make sure that all of us came out of the class knowing how to provide the best first aid possible to our fellow Power Plant Men as possible. When he spoke to us about dressing a wound and performing CPR on someone who had no pulse, he never cracked a joke (well, except when he showed us how to create a diaper out of the triangular bandage).
He was serious about safety, and we carried that with us when we left the class. We knew that Randy had seen the worst of the worst during his life. I remember Monday, May 8 of 1989 we had just begun our safety training course. Randy may not have been thinking about the fact that he was turning 40 that day, but for some reason I had always known his birthday.
He told us a tragic story of a 4th of July celebration that he had attended. The topic was knowing when “not to do CPR”. I think he was in Arkansas. He was sitting in the bleachers watching the celebration when suddenly something went terribly wrong. As the crowd was watching the large explosions overhead creating huge balls of red and green and blue, there was suddenly an explosion on the ground that was unexpected.
A piece of metal shot out of the area where the fireworks were being ignited and flew into the crowd. I think he said it was a young lady that was struck in the head by a metal plate that cut the top of her head completely off just above the eyebrows. Randy went on to explain that in a case like this, CPR would obviously be useless, so use your common sense when assessing your surroundings.
Each year when Randy would tell this story, I would feel this sick feeling in my stomach, and I would taste this strange taste of blood in my mouth as the corners of my mouth would go down in disgust. This was an obvious tragedy that Randy witnessed, and the feelings I had were not so much about the person that was struck as they were instantly killed. It was because behind the stalwart face of Randy, while he told this story I could see the tremendous sorrow that he felt while recounting this story to us.
I knew, and I believe we all knew, that the reason that Randy was such a great Safety instructor was because he really and truly wanted to save lives. That was his ultimate goal. He would begin his mouth-to-mouth resuscitation training by quoting from the Bible. It was from Kings 4:34. He would say that mouth-to-mouth is found in the Bible. Then he would quote word-for-word from the book about Elisha saying:
“And he went up, and lay upon the child, and put his mouth upon his mouth, and his eyes upon his eyes, and his hands upon his hands: and he stretched himself upon the child; and the flesh of the child waxed warm.”
Randy pointed out; this is Mouth-to-mouth resuscitation in the Old Testament folks! So, when a situation arises, don’t be worried about germs and the like. Do what is necessary to save a life! Again, I could see his mind flashing back to some tragedy that drove Randy on to make sure we were properly trained in First Aid and CPR.
Randy didn’t teach us Safety to gain “Bonus Points” from management as some pseudo-Power Plant Men did. Randy, from the day he came to the plant in May 8, 1984 (What a birthday present it is to become a Power Plant Man on your Birthday!) until the day I left on August 16, 2001, was a true hero to me.
I don’t know if he ever served in combat. I don’t know if he ever received one little stripe or medal on his uniform in the Army. What I do know is that to this day I am eternally grateful that I have had the opportunity to meet one of the most remarkable souls of our time the day Randy Dailey showed up at the Power Plant. I have always been certain that God himself sent Randy to administer his Safety Wisdom to the Power Plant Men at the Coal-fired Power Plant in North Central Oklahoma! Randy continued to bless all of us year after year.
Comments from Previous Posts:
What can you say, quite a guy, one of the best! we were all brought to that place for a reason, never has more talent and intelligence been assembled at one place.
– April 2, 2014
Randy is going to retire June 1. We will miss him.
– April 3, 2015
Randy was the best Plant Safety Coordinator I knew of. He taught with conviction and authority. You knew he believed what he was saying.
– January 10, 2021
Reblogged this on By the Mighty Mumford and commented:
Annie was a yearly part of my career for a number of years. And who can’t remember their first driving inspection fail?
When Enough Power Plant Stuff Just Ain’t Enough
Revised 3/10/2024
Originally posted March 21, 2014:
As a young novice Power Plant Summer Help, I had watched seasoned Power Plant Men measure the distance between two points by walking between them and multiplying the number of steps by three. At first, I wondered how they could be sure that their strides were all exactly three feet apart. Because the end result of these actions usually came out pretty close to their estimate, over time I began to think that the length of the stride of any respectable Power Plant Man must naturally be three feet.
So, one day when I was working on pulling a cable from one manhole to the next, I decided I wanted to know the distance before I pulled a lot of cable off of the cable reel. So, I remember that I grabbed the tape measure out of my tool bucket and began walking at as normal of a gait as I could.
I thought if I measured the first step, or even the last step I took that it would somehow be a different size because I wasn’t moving at my normal speed. So. I figured I would surprise myself by just stopping at some random step as I walked between the two manholes.
I don’t know if anyone was watching me as I stood out in the field just north of the two smokestacks, but if they were watching me, then they would have seen me pause and stand still for a moment looking down. Start messing around with my feet. Then take a few more steps. Pause once more and do the same thing.
What I was doing was stopping in the middle of my stride when I had just put a foot down, before I lifted the other foot and with my Stanley metal tape measure, I was measuring the distance from the back of one heel to the back of the other heel.

A Standard Power Plant Issued Stanley PowerLock 25 foot metal Tape Measure
I can’t say that I was too disappointed to find that my stride was not exactly three feet. I hadn’t figured I was completely Power Plant Man material anyway. It turned out to be exactly 30 inches. Or two and a half feet. So, I realized I was about 3/4 Power Plant Man measured by my stride.
I found that I could easily walk between two points and measure the distance with great accuracy by multiplying the number of steps by two and a half feet. With great knowledge comes great responsibility…. or…um… something like that. Hence the story about how enough was not quite enough.
During the spring of 1992 I was tasked with running telephone cable to various points around the plant. We were going to begin installing a new computer network known as the “Ethernet”. When I first heard the name, I thought they were referring to something in space, where it used to be the belief that there was an area called the “Ether”. But as it turned out, it was the regular network that is still in use today.
Dennis Dunkelgod from Oklahoma City had come to the plant with a bunch of drawing much like they did a few years earlier when they wanted me to install the Dumb Terminals all over the place. (See Post “Working Smarter with Power Plant Dumb Terminals“). This time the diagrams included places where PCs were going to be placed. And where the network server was going to be setup. This required much better-quality wiring than the dumb terminals.
So, Dennis saw to it that I had 1/2 mile of 100 pair telephone cable to run from the main plant up to the coal yard. Along with the cable came a box of 25-pair punch down blocks. I’m sure you’ve seen punch down blocks in movies when someone is tapping into a phone line, so they go up to these punch down blocks and hook their handset up to the wires and listen in.

Telephone punch down block.
One of the places where I needed to place a number of computers was in the warehouse and the warehouse office. There were no good phone lines running to this building. There were barely enough to take care of the phones that were in the office at the time. So, I needed to figure out how to run the telephone cable to the warehouse which was the southern-most building in the main plant grounds.
Across the drive from the warehouse was the garage. When I looked at the phone panel in the garage, this looked like a good place to tap into the phone system. There were two 25 pair blocks in this building for only one phone. Enough for all the computers in the garage and the warehouse.
All I needed to do now was figure out how to pull a 50 pair telephone cable from the garage over to the warehouse. After looking for the conduit that brought the existing cable into the garage, I was able to determine how it went over to a hand hole at the north corner of the building and then over to a manhole not far away.
A hand hole was a shallow hole in the ground that has buried conduit coming into it. Our handholes had a large piece of concrete covering it.

A man standing in a handhole.
When I looked at the handhole I suddenly remembered that during the week of March 21, 1981, I had visited the Power Plant to pick up my application to apply for working as a summer help for my 3rd summer. I was wearing a beard that day when I arrived. While I was in college, I usually wore a beard in the winter to keep my face warm because I rode my bike a lot, and it helped keep my face warm.
I had my friend Tim Flowers with me that day because he was going to apply to be a pre-novice Power Plant Man and work as a summer help also that summer. It was snowing that day, and it was almost 4:30pm. Quittin’ Time by the time I had said hello to the many Power Plant Men that I hadn’t seen since the previous summer.
We were heading back out to the parking lot when I heard someone hollering at me. I looked over toward the garage and there was Jim Heflin sitting on a backhoe digging a ditch. He had turned off the backhoe so that I could hear him yelling at me.

Here is a picture of a backhoe
The Backhoe that Jim was on didn’t have a cab on it. He was all bundled up trying to keep warm. I believe when he pulled down his face warmer, he too was wearing a beard. He said that before he could go home that day, he had to finish this rush job to dig a ditch all around the back and side of the garage.
When I returned the next summer Jim asked me if I remembered him digging the ditch in the snow that day in March. I told him I did. Then he said, “Come here.” We walked around the side of the garage, and sure enough. There was the ditch still open leading around the side and back of the garage. He said, “It was such a rush job I had to stay out in the snow digging this ditch before I could go home, and it has been left untouched since then.
The reason I bring this up, was because the ditch he had been digging was for the conduit that went from the handhole around the back of the garage and over to the warehouse. Later that summer the Construction crew from downtown came out to the plant and laid the conduit in the ditch and covered it back up. So, I knew how the cable needed to run from handhole to handhole over to the warehouse. Oh. Before I forget. Here is a picture of Jim Heflin with a beard:

The Splittin’ Image of Jim Heflin
Oh. I found another one:

Jim Heflin
So, back to figuring out how to get the cable to that warehouse. I measured how far it was from the punch down blocks to where it went down into the ground. From there I walked with my normal gait (which I knew was exactly 30 inches – remember?) counting my steps.
I measured how many steps it was to each handhole and over to the warehouse. where the conduit came up out of the ground and went into the warehouse. In this manner I calculated that I needed 775 feet exactly.
I figured I didn’t want to use the 100 pair cable. That was a lot more cable than we would ever need for this job, so I went up to Bill Bennett’s office and told him that I needed 775 feet of 50-pair telephone cable to go from the garage to the warehouse. He said that he would order some.
I don’t remember what time it was when I woke up in a cold sweat in the middle of the night thinking that the length of cable was just going to reach the telephone junction box, and not enough to comfortably reach the punch down blocks halfway up the junction box. So, when I arrived at work in the morning I went straight to Bill’s office and told him that I should have ordered at least 800 feet of cable instead of 775, just to be safe. Bill told me that he had already placed the order for 775 feet. It was too late to change it.
I thought to myself… surely when you order 775 feet of cable they will send some reasonable amount, like 1000 feet. Would they really cut it off at 775 feet exactly. So, I told myself it would be all right.
Sure enough. a couple of days later a reel of 50 pair telephone cable showed up in the electric shop. In big numbers written on the side of the real in red marker were the numbers “775 ft.” Oh geez.
Ok. Somehow, I was going to have to make this work. Cross my fingers that maybe my stride was only 28 and a half inches now instead of 30 inches and I had measured it longer than it really was.
So, I pulled the cable from the garage, through the manholes over to the warehouse. In order to pull it from the last handhole into the junction box in the warehouse I had strapped some mule tape to it that I had strung earlier through the conduit using a fish tape. I remember going inside and beginning to pull the last bit of the cable to the junction box hoping to see the end of the cable come up out the conduit.
As I was pulling the cable, I could feel the cable beginning to bind up as it was tightening up in the last handhole. I was still only holding mule tape when I couldn’t pull anymore. Meaning that I didn’t have any cable yet.
So, I went back to the garage and pushed as much cable into the conduit that I could and still punch down the wires on the punch down block. I even lowered the punch down block in the junction box hoping that the extra foot would help. Then I went to each handhole and pulled the cable from the garage in the direction of the warehouse until it was as tight around the corners as it would go.
I had managed to pull an extra 2 feet or so into the last handhole. Now all I had left was to go into the warehouse and pull the mule tape to see if the cable would reach the junction box. — Suspense. Yeah. I know.
When I pulled the last 2 feet of cable from the handhole into the junction box, the end of the cable came out. But only about 1 foot of cable was in the junction box. A punch down block is about 1 foot long.
So, in order to be able to punch the telephone cable down on the punch down block, I had to put the punch down block at the bottom of the junction box, right where the cable came out of the conduit. On both ends of the cable, I never had to cut one inch of cable from either end. After making sure I had every inch of cable pulled tight through every handhole, I punched down both ends using the handy dandy Telephone wire punch down tool.

Telephone wire punch down tool.
I told myself that from now on, I was always going to throw in a couple hundred extra feet whenever someone asks me how much cable I need. That was too close! You would have thought I learned my lesson.
Now, 22 years later, I still have the same problem as a business analyst at Dell (and a Software Developer at General Motors). Part of my job is estimating how long it is going to take to complete various parts of a project. I always make the same mistake and try to over-analyze it so that I can give a really accurate value. The problem is that I don’t take into account that things take longer than you would think because of factors out of our control.
My project managers know me well enough to take the number that I give them and add a decent amount of time to my estimates. I even tell them that they should because I always underestimate the time. I always estimate how long it would take me to do it personally and I’m not usually the person that is actually writing the code.
Through the last 12 and a half years while working at Dell (and 10 years at GM), I have never missed a go-live date. Oh. Just like this story, we finish on time, but with little or no time to spare. We are always up to the wire. Beginning right when I said we would and ending on the date we planned. Believe me. Just as I pulled every inch of slack out of that cable that day, we end up doing the same with the progress of our projects.
So, I guess I still haven’t learned to properly pad my estimates to reduce the risk of falling short. I think it has something to do with my personality and the way everything has to be mathematically calculated in my head.
Comments form the original post:
-
-
Hah! my stride (heel to toe) is 3 feet, two strides to the link. That’s what practice does.
But I have learned to add 10% to everything (nearly), somehow it always gets used. 🙂
2.
In the early 70s I was an assistant to a surveyor in a large electrical contractor when we tendered for, and won, a contract to rewire a local Town Hall, the unusual thing about the job being that the engineers had specified pyro (fireproof) cable throughout the building, some of which was large three phase stuff and very expensive.
We scaled up the runs from a 1:100 drawing and placed the orders according to those measurements, each of the large cables being cut specially for that run – every single length was wrong when it was installed, short by several feet.
It took a lot of measuring on site to realize that the drawings were totally inaccurate, this was a Town Hall that had been built in stone around 150 years earlier and some of the walls were two or three feet thick, on the drawings they looked like standard stud walls.
Expensive lesson to learn but I kept my job 🙂
3.
Reblogged this on By the Mighty Mumford and commented:
MEASURING YOUR STRIDE—IS THAT ANYTHING FOR A NOVICE LIKE LOOKING FOR SNIPE IS FOR A YOUNG BOY SCOUT?4.
They always told me to expect things that needed measurement to be available in one of only two quantities: Too much, or too little. I discovered for myself that cutting something to fit where it was needed inevitably reclassified it from one of those categories to the other …
-
Power Plant “We’ve Got the Power” Program
Revised 3/2/2024
Originally posted March 14, 2014:
Early January 1990 the entire maintenance shop at the coal-fired power plant in North Central Oklahoma was called to the break room which doubled as our main conference room in order to attend an important meeting. We watched as a new program was explained to us. It was a program called “We’ve Got the Power”. It centered around the idea that the best people who knew how to improve the operation of the plant were the people that worked there every day… The employees. When the meeting was over, we were all given an Igloo Lunch box just for attending the meeting. We were also promised a lot more prizes in the future for participating in the program.

“We’ve Got the Power” Igloo Lunch Box
In order to participate further, we needed to sign up on a team. Preferably the team would be cross-functional, because, as they explained, a cross-functional team usually could come up with the most creative ideas for improving things at the plant. Once we signed up for the team each member on the team was given a gray windbreaker.

A windbreaker like this, only gray. The “We’ve Got the Power” logo was in the same place as this logo.
I don’t have an actual picture of the windbreaker I was given. I wore it to work for a number of months until we found out that the material was highly flammable and that it was not safe for us to wear it on the job. We were supposed to wear only flame-retardant clothing. I kept the jacket for 15 years, but the jacket was made with material that disintegrated over time, and one day when I pulled it out of the closet to wear it, I found that it was literally falling apart on the hanger. I had no choice but to throw it away.
There were some interesting reactions to this program. I thought the program was a great idea and couldn’t wait until it began in order to submit our ideas for improving the plant. Others decided for some reason that they didn’t want to have any part in the program. Most of the Power Plant Men were eager to take part.
So, here’s how it worked. We had about 5 weeks to prepare our first ideas to submit to steering committee, which consisted of our plant manager Ron Kilman, the assistant plant manager Ben Brandt and I believe the Engineering Supervisor Jasper Christensen. We could only submit three ideas. At any given time, we could only have three ideas in the pipeline. Once a decision had been made about that idea, then we could submit another one.
I was the leader of the team that we assembled. It consisted of the following electricians besides myself: Scott Hubbard, Charles Foster and Terry Blevins. One mechanic Jody Morse. We also had two people from the warehouse on our team: Dick Dale and Darlene Mitchell. Here are their pictures:
Terry Blevins

Charles Foster
Scott Hubbard

Jody Morse

Darlene Mitchell

Richard Dale many years later
I was somehow the luckiest guy in the plant to have some of the best brain power on my team. I will go into some of our ideas in a later post. Actually, I think I will have to have at least two more posts to completely cover this topic. For now, I just want to explain how this program worked and maybe share a thing or two about our team.
If one of the ideas we submitted was approved to be implemented, then we would receive an number of award points that was consistent with the amount of money the idea would save the company in one year. If it wasn’t a money saving idea or you couldn’t figure out how to calculate the savings, then there was a set amount of points that would be granted to the team. Each team member would receive the same number of points as everyone else on the team. Each person would receive the full percentage of the savings of the idea.
We were given a catalog from a company called Maritz Inc. This is a company that specializes in employee motivation. They have been around a long time, and the gifts in the catalog ranged from small items such as a toaster, all the way up to pretty large pieces of furniture and other big items. I challenge the Power Plant Men who read this blog that were heavily involved in this program to leave a comment with the types of prizes they picked from this catalog.
The rules for the program were very specific, and there was a healthy (and in some cases, not so healthy) competition that ensued during the event. Once we were able to submit our ideas, we had 13 weeks to turn in all of our ideas. Keeping in mind that you could only have 3 ideas in the pipeline at a time. (well… they bent that rule at the last minute. — I’m sure Ron Kilman was thrilled about that).
I mentioned Ron Kilman, because for the entire 13 weeks and probably beyond, Ron (our plant manager) was sort of sequestered in his office reviewing the hundreds of ideas that were being turned in. At first some mistakes were made, and then there were attempts to correct those, and you can imagine that it was sort of organized (or disorganized) chaos for a while.
I will go into our ideas in a later post, but I will say that despite the fact that a good deal of our points were incorrectly allocated to other teams, we still came out in second place at our plant, and in sixth place in the company. Only the top 5 teams were able to go to Hawaii, and we were only a few points behind the fifth place team. So, all in all, I think our team was happy with our progress. Especially since we knew that over 200,000 of our points, were mistakenly given away and never corrected. Which would have made us close to 2nd place company-wide. Our team had no hard feelings when it was over. We felt that for the effort that we put into it, we were well rewarded.
In the middle of this program, my daughter was born and so a lot of my points went to purchasing things like a play pen, a baby swing, and a large assortment of baby toys. I had been such a miser in my marriage up to this point so that the majority of the furniture in our house had been purchased in Ponca City garage sales early on Saturday mornings. I had the idea that for the first few years of our marriage, we would live real cheap, and then work our way up gradually. That way, we would always feel like we were moving up in the world. The first house that we rented in Ponca City was a little dumpy old house for $250 per month.

The house we rented in Ponca City, Oklahoma
I had been married for 4 years by the time this program rolled around, and when the first few boxes of prizes had just arrived at our house, one Sunday in April, a priest came to the house we were renting on Sixth Street in Stillwater, Oklahoma to bless the house.

House we rented in Stillwater
When he walked in and saw a large box leaning against the wall in the living room, and not a stitch of furniture, he asked us if we were moving. I asked him what he meant. He said, “Well, you don’t have any furniture.” I said, “Oh. No. We’re not moving. We just have the furniture in the other room” (which was a spare bedroom that we used as the computer room. That was where our old couch was along with an old coffee table (both of which had been given to me by my friend Tim Flowers).
From this program I was able to furnish my entire living room. I had a nice sofa (with a fold out bed), a new coffee table with two matching end tables. All of them good quality. Through the years, we have replaced the sofa and the coffee table. I also had two Lazy Boys, which I still own, but we keep in the game room:

Two Lazy-Boys received as an award from the “We’ve Got the Power” program
The biggest prize I purchased from this program was a real nice Thomasville Dining room table and chairs:
Dining Room Table received as an award from the “We’ve Got The Power” program
Two of the chairs are missing because they are across the street in my parents house (on loan).
So, you see, you could get some really nice prizes from this program. The furniture came along just at the time my family was beginning to grow.
When we were originally forming our team Ron Kilman’s secretary, Linda Shiever had joined our team. We had signed her up and had even held our first meeting. Then one day she came to me and told me that she was going to be a part of the steering committee. She was pretty excited about this because she figured that the steering committee, with all their hard work would be well off when it came to prizes. So, we wished her well.

Linda Shiever
During the program it turned out that the team that had the most work to do was the steering committee. They worked day and night on this program. They basically gave up their day job to focus solely on this program for those 13 weeks. As it turned out, they were the least compensated as far as awards went. So, it was turning out that Linda had left our team, which was raking in the points, to go to a team that was barely receiving any points.
When the time came to implement the projects that were selected, the foreman that was over the team that was going to implement an idea would receive a percentage of the award points for doing the implementation. I remember my foreman Andy Tubbs (who was on the winning team at our plant), came to us and told us that we were to go implement some ideas and that he was going to be receiving award points while we went to actually do the work. — It was just one of those interesting rules in this program.
Andy Tubbs, being the true Power Plant Man that he was, said this didn’t set too well with him. So, what he decided to do was spend the points that he was awarded for implementing ideas on prizes for the employees to use in the electric shop. I remember that he had purchased various different items that came in handy for us in the shop. I don’t remember off-hand what they were. If one of the electricians would leave a comment below to remind me… that would be great.
So. I was bothered by the idea that Linda Shiever had been coaxed onto her team with visions of grandeur, only to find out (like Ron found out), that all their hard work was not going to be compensated at a reasonable level. I never blamed Ron Kilman for this, because it made sense that Linda should be on that team anyway, since she spent her day in Ron’s office and he did need someone to help with the enormous amount of paperwork. So, I decided to help her out.
Two of our biggest ideas had been approved to save the company over $315,000 each per year (when we tracked it the following year, it ended up with a savings of $345,000 each). In order to implement the idea, I believe the implementer would receive either a half or a third of the points. So, I thought of a way to have Linda Shiever be the implementer of the idea.
I remember explaining to Ron Kilman that in order to implement this idea, since it mainly consisted of a process change to how the precipitator is powered up during start-up, we just needed someone that could type up the procedures so that we could place them in our precipitator manuals. I suggested that Linda Shiever would be the best person to type up the procedure. And that is what happened. She received the award points for implementing our biggest idea.
When it was all said and done, the company was able to quickly save a lot of money, and in some cases increase revenue. I think the biggest idea at our plant from the winning team came from Larry Kuennen who figured out a way to change the way the boiler was fired that greatly increased the efficiency. This one idea probably made the entire program worth the effort that everyone went through.
It’s amazing what happens when you add a little extra motivation. Great things can happen.
Comments from the Orignal Post:
-
If I remember correctly, Jasper Christensen was the 3rd member of Sooner’s IAC (Idea Action Committee). I think Jim Arnold got to go to Hawaii with his team. This was the most intense, long-term, difficult (personally and inter-company relationships) program of my entire working career. Whoever decided it was fair competition for the Power Plants to compete with the other corporate departments (like the Regions, Accounting, Customer Service, Human Resources, etc.) with cost reduction as the measurement, really blew it. Power Production is where the largest potential existed for cost reduction by at least an order of magnitude. The Plant Managers took a lot of grief from the other Managers (“rigged”, “not fair”, “you guys cooked the books”, “there’s no way”, etc.).
Sooner Plant won the over-all competition with the highest idea approval rate of any company location (19 total locations). We had audited net savings of $2.1 million/year. Reduction in “Station Power” alone accounted for a revenue increase of $7 million during 1993. We (the IAC) worked many nights, weekends, and took work home. I was proud of the way Sooner teams really got after it. It was a huge success for OG&E.
The rewards I remember getting were a tread mill, a small sharpening wheel, and a CD player. My jacket fell apart too.
-
Thanks Ron. I clearly remember how much time your team had to put into this effort. It was hardest on your team because you didn’t have a choice where the rest of us did.
-
-
That’s too bad about the 200,000 points…but it sounds like you were very good about that, considering. Nice job getting that sweet furniture. It IS AMAZING what can be done with some teamwork and incentive to make an idea work. So glad to see you all did so well.
-
FINALLY—An incentive program offering something more substantial than free pizza! 🙂Despite the mix-up in points, you worked for a decent company!!!! 🙂
-
I remember Dad getting a sleeper sofa, and we all got some nice binoculars and a lot of other items it seems. I don’t know what all Andy got for the electrical shop but I know one was an electric knife that is still there with the logo on it I believe.
Lizzie Borden meets Power Plant Man
Revised 2/24/2024
Originally posted March 8, 2014.
I have many stories that I am going to write about the extraordinary Power Plant Men in North Central Oklahoma from 1988 to 1994 this year, but it happened that I was watching a recorded episode of Forensic Files (otherwise known as Mystery Detectives) on TV tonight, and it made me remember…. The story I was watching was about a woman that was kidnapped in Pennsylvania June 1988 and murdered in order to draw the husband to a location where the kidnapper could collect the ransom and murder the husband. The man guilty of the crime was found to be a person that shared a pew in the Presbyterian Church with the couple but held a grudge against the husband for turning him down for a loan at the bank a few months earlier.
While I watched this show, I flashed back to June 8, 1988 and suddenly remembered the moment I was standing in the parts cage in the back of the electric shop in the main switchgear at the coal-fired Power Plant in North Central Oklahoma when I heard about the murder of Mark Stepp.

Mark Stepp (left) standing next to Alan Kramer back in 1982
Mark Stepp was an Instrument and Controls employee at our plant. Both he and his wife had been brutally murdered while they slept in their home in Stillwater, Oklahoma. Mark Stepp had been shot once and stabbed many times. His wife Delores had been stabbed to death an excessive number of times until she was absolutely dead. I cringe to think about it to this day.
The next thing that entered my mind while watching this video was one month earlier on May 6, 1988. We had a new Electrical Supervisor, Tom Gibson, and he had sent Terry Blevins (another electrician) and me with two of the Instrument and Controls men to Tulsa to a class at Nelson Electric to learn how to program an Allen Bradley PLC (programmable Logic controller).

PLC Training Certificate
When I think about this instance, I remember Ron Madron driving us to Tulsa in a company vehicle to the training (Ron. I know you read this post, so you an correct me if I’m wrong). It could have been Glenn Morgan. One thing I definitely remember is that Mark Stepp was with us that day.
My dear friend Terry Blevins
The reason I remember that Mark was with us that day, was because when the training was over around 1:30 or 2:00 pm. Mark didn’t want to go directly back to the plant. He wanted to go for a ride around Tulsa. This wouldn’t be so peculiar, except that a little more than a month later, Mark Stepp was brutally shot and stabbed to death while he slept in his bed along with his wife.
Somehow I always felt that Mark’s behavior the day when we went to learn how to program Allen Bradley Programmable Logic Controllers was somehow related to his death. Maybe it was. Maybe it wasn’t. I’ll let you decide.
So, let me describe what happened early morning on June 8, 1988 (or 6/8/88 for those of you who are fascinated with numbers like I am). In the middle of the night, someone walked into Mark Stepp and his wife’s Dolores’s bedroom, and shot Mark Stepp in the neck. Then proceeded to stab Mark Stepp and his wife an excessive number of times until they were surely dead. I don’t remember the number of stab wounds. They were stabbed an excessive number of times (did I say excessive and excessive number of times?).
I remember first hearing about this when I had walked into the electric shop parts cage when I had gone there to look for some receptacle boxes with Diana Brien. Andy Tubbs came into the cage and told us about the murder and that their daughter had found them. The entire Instrument and Control Shop was on “high alert”. Suppose this person was murdering Instrument and Controls Power Plant Men at our plant! That day, no one really knew the motive.
I think some people from our plant were interviewed about the murder. I don’t know. I do know that Francine Stepp, their daughter was often mentioned in the discussion. She was on the same softball team with her mother and father and other people at the plant were on this same softball team. They were all concerned with her well-being since after spending the night at her friend’s house, she came home and found her parents murdered in their bed.
During the next month while the police were investigating the crime, many revelations came out about Mark Stepp and his wife Dolores. None of which surprised me, though, it may have surprised those that worked more closely with Mark. You see, Mark has showed his true colors that day when we had all driven together to Tulsa to go to training.
When training had finished for the day, Terry Blevins and I (and Ron Madron, if he was the person driving) had counted on getting back to the plant in time to go home at a decent time. Mark Stepp, on the other hand had something else in mind. He wanted to go for a drive through Tulsa.
This didn’t make much sense to me at first, since I couldn’t figure out why someone wouldn’t want to return to the plant in plenty of time to fill out our time cards and get ready to go home to our wives and children (well… I didn’t have any children at the time, but I do remember wanting to go home at the regular time). We were on the clock and we were paid by the hour.
It didn’t make sense to me until we were driving down what seemed to be the frontage road of I-44 at the time and we came up to 6410 E. 11th Street. A similar thing happened to me just last week when a friend of mine was celebrating his 20th year at Dell and a person from Security who was playing a joke on my friend pulled into a location at 6528 North Lamar in Austin Texas. My gut sucked up like I was going to be sick as his friend pulled up to the entrance and proclaimed that this was the second part of his 20 year anniversary present. Well. my friend happened to be in like mind with me, which felt a sudden urge of betrayal and confusion. I’ll let you do your own homework at this point.
Mark Stepp asked us if we wanted to stop at a “Gentleman’s Club”. Really? With three die-hard Power Plant Men in a company car? The rest of us unanimously voted to go back to the plant. Ok. That was an indicator that Mark had something going on with his life that was not quite wholesome. What made this seem surreal was that I was the youngest at 27 years old, Mark was 40 years old and the other two in the car were in their 30s. It wasn’t like we were young unmarried irresponsible kids.
I bring this up because later I was not surprised to learn during the investigation of Mark Stepp’s murder that he had been involved with a group that included “Wife Swapping”. I know there were a lot of rumors going around at the time that one of the persons involved in the murder must have been involved in the occult, and that it made sense given the manner of death. None of this surprised me.
At one point we learned that hidden videotapes had been found in the house of their daughter while she thought she had privacy in her bathroom or bedroom. I don’t know if this was true or not, but I wasn’t surprised if it had been true. Actually, after that day in Tulsa, nothing surprised me about Mark Stepp anymore. There is a photo that was shown of both Mark and Delores standing naked in a park with their daughter, also naked standing on her head while her parents each held her legs on each side. I know that is true, as I’ll explain below.
I don’t mean to sound cruel. I grieved when I learned about Mark and his wife’s death as much as many other Power Plant Men. No matter the circumstances. It was a great tragedy. Whatever hatred had been the cause of this murder, it had been caused by tragic events proceeding this murder, I have no doubt.
I say this, because within a month of the murder, the murderer had been located. It turned out to be their own daughter Francine. I didn’t know the family at all, and I have never met Francine. Other Power Plant people knew them much better. As I said, they were on a softball team together. Francine would go to the games to watch the team while her mother and father play their games. This came as a shock to them all.
Many people blamed her accomplice Cindy Sue Wynn. Francine’s parents had told Francine that they didn’t like Cindy and wanted her to stay away from her. The story is that Francine was spending the night at Cindy’s house when they devised a plot to kill Mark and Delores. Francine was 18 years old at the time, and was a Freshman at Oklahoma State University. If you would like to learn more about the murder you can find articles from the Daily Oklahoman here: “Two Stillwater Teens Facing Death Charges” and “Man Says he Heard Death Plot“.
They both pleaded guilty and Cindy was sentenced to 10 years in prison. In 1990, two years later, Cindy pleaded to be placed on a “pre-parole” program which was denied. Francine was sentenced to life in prison. Since that tragic day, Francine Stepp was eligible for parole in 2003. She was denied parole then, and has since been up for parole in 2006, 2009 and 2012. Francine’s next parole hearing is June 2015.

Francine Stepp
Just like the day that Jim Stevenson walked out of the shop telling Bill Ennis about the Snitch stealing the portable generator (See the post, “Power Plant Snitch“), I sat back and didn’t say anything when I heard about Francine’s conviction. What I had to say really wasn’t relevant. Just because it didn’t shock me that this particular daughter was so easily talked into murdering her parents by her friend, what I knew was no proof that she had been abused as a child.
Francine has now served 26 years in prison for murdering her parents. Her accomplice has been out of jail for at least 16 years. Francine is now over 44 years old (and now in 2020 is 50 years old and — now in 2024 is 54). After 25 years, I think someone needs to take a fresh look at the motive as to why she would have wanted to take the life of her parents. Was it really because her parents didn’t want her to “play” with Cindy? Does that make much sense? Especially with all the other possible motives floating around.
I have recently been watching reruns of “Forensic Files” (also known as Mystery Detectives) on Headline News (CNN). I keep waiting for the episode about Francine Stepp running to her neighbor’s house on the morning of June 8, 1988 screaming that her parents have been murdered. Knowing full well that she had murdered them… But what really was the motive?
Was it really that her parents didn’t let this 18 year old girl spend time with her friend? Then how was she spending the night with her on June 7? Which parent hasn’t forbidden their child to play with someone because they were a bad influence? When did that ever do any good or amount to a hill of beans?
The little time I had spent with Mark Stepp a month before his murder gave me a small glimpse into his life, and maybe the life of his daughter. I didn’t really know the guy. I do know, however, that a true Power Plant Man wouldn’t try to drag three other married Power Power Plant Men (though I was only a pseudo-Power Plant Man myself), to an indecent “Gentleman’s Club” (especially while on the clock).
So, I have to wonder. Will anyone go to Francine’s defense in June 2015? Does she even care anymore? I don’t think she even showed up to her own parole hearing in 2012. She has spent many more years in prison than out of it in her life so far. If she was released, what would she do? Can you start your life over again when it came to a halt when you were only 18?
This is a hard post for me to write. I have a daughter who is 24 (now 30 — now 34) years old this month. She was born almost 2 years after this tragic event took place, and one year after Francine was convicted of murdering her parents. During my own daughter’s entire life, Francine has been in jail for murdering her parents. Her father worked at the Power Plant in North Central Oklahoma.
UPDATE: Since I last posted this story, I was contacted by a company that was starting a new TV Detective series called “Where Murder Lies”. They asked me to help them contact people, because they had read this post. They asked me to go to Stillwater where they could interview me. So, the very first episode of Where Murder Lies is this: Where Murder Lies: Secrets Laid Bare. This is a story about the Murder of Mark and Delores Stepp
If Mark Stepp could speak from the grave today at Francine’s next parole hearing, I wonder what he would say? I only know what those at the plant who knew her would say. They all thought she got along with her parents. They thought her parents were proud of her. Billy Joel sang a song called “The Stranger“. It is about looking in the mirror and seeing that other side of you that you don’t let anyone else see. I suppose some people really have one of those lives where they aren’t really honest with the rest of the world. Billy Joel did, evidently. Maybe Mark Stepp did as well.
I have known for a while that I had to write about this story. I have dreaded this post. I am glad to have finally written it. Now I can put it behind me.
Comments from the original Post:
-
-
Wow – I hadn’t thought about Mark’s murder in years. This verse gives me hope: Mark 4:22 For there is nothing hidden which will not be revealed, nor has anything been kept secret but that it should come to light.
Thanks for another great story!
-
-
-
Wow, that’s an intense story. It certainly seems like there was more going on with Francine than anyone knew. Sad all around, but a very interesting post.
-
-
-
I can only imagine how hard this was to write. Nice job, I hope writing this helps you in some way. It is amazing how friends can detect something below the surface in other friends. I know that feeling, but nothing like this.
-
-
-
Hard to read, too. But if we are to understand our species, we have to know such things. And we need to understand when we raise kids … and when we vote, too.
-
-
-
I can’t for the life of me find the person’s name who wrote this, but I wanted to thank them for doing so. I went to school with Francine and had some of the same classes, but we did not know each other well. I always wondered what happened on that night and why she did it. She was very quiet in high school and as the years progressed she seemed to go from being ‘shy quiet’ to ‘angry quiet’ if that makes sense. I knew absolutely nothing about her life whatsoever so this is just an outsider’s observation. Reading the news made one think that she was this monster. I mean who could fathom killing their parents? However, none of us knew what Francine had to deal with in her life. To be able to commit this type of crime possibly points to some deep-seated anger and animosity. Your input gave me a little snippet of another viewpoint and I thank you for that and I’m sure Francine would as well.
You say you dreaded this post and I’m sure it was very difficult for you. I hope it released anything you were carrying within you. Thank you again as it has shed some light for me and hopefully others as well
-
-
-
I would encourage anyone reading this post (and the author of this post) to read the book “Unlikely Assassins: The Shocking True Story of a Couple Savagely Murdered by Their Own Teenage Daughter”. It is a book about this murder and contains a lot of information that was gathered while interviewing the detectives involved in this case.
I knew Dee at OSU – as a student and as a coworker. She shared stories about her family, and I believed her and Mark to be loving, involved parents. I was saddened and shocked to hear about these deaths, Francine’s involvement and the things they were involved in. It looks like Dee and Mark were not the only victims in this family. It reminds me that we never know everything about our friends and acquaintances, and that we need to remember to pray constantly for others.
-

I’m glad that you were able to work through a tough situation and reach the point of friendship. although, it does make the loss harder to accept.
Your story would have been a matter of course for my grandparents and immediately understood and admired by my parents. I suspect that telling it to today’s children might draw blank stares …
Midwestern values likely still include such behaviors, at least for a reasonable number of people. I doubt many folk on the coasts would identify with it. We have lost a lot and have yet to learn the price of that, seems to me.